Je možné modřín řezat?
Modřín je unikátní stavební materiál, mimořádně zajímavé dřevo. Zdálo by se, že z hlediska rezervních objemů je na prvním místě, ale zatím je využíván relativně málo. Důvodů je několik.
Těžba a přeprava i zpracování je poměrně náročné. Chcete-li získat vysoce kvalitní dobré řezivo – například modřínová podlahová deska – těžba dřeva začíná v zimě, protože v této době je dřevo nejsušší.
Vlhkost opouští strom, aby při mrazech strom nepraskl. Ostatně modřín na zimu shazuje i jehličí – čím se liší od ostatních jehličnanů a odkud vzal svůj název?
Těžba a doprava
Těžba kulatiny tedy začíná na konci prosince. V tomto období je možné získat nejkvalitnější modřínové dřevo. Z těžebních míst se dopravuje na vorech a v zimě na nosičích dřeva, protože po zbytek roku, který je vhodný pro těžbu, jsou těžební místa plná bažinatých bažin, které zabraňují smyku hotového dřeva.

Smykování – tedy odvoz spadaných modřínů na ložnou plochu – tzv. horní sklad – komplikuje nepřístupnost holin.
Ale kupodivu je sníh v tomto případě spíše spojencem dřevorubců; smýkání kulatiny sněhem pomocí pásového zařízení je jednodušší než blátem, kůra bude čistá a před řezáním nebude potřeba žádné další čištění.
Zpracování dřeva
Při výrobě omítaných desek – jedná se o první fázi zpracování kulatiny – se používá pouze první řez kulatiny. Z horního skladu, kde je kulatina odvážena z paseky (smyku), je odvážena po lesních cestách na pilu.
Při výrobě desek se používá kotoučová pila, která zajišťuje vysokou hladkost výrobků. To znamená, že z výsledných desek lze dále vyrábět výlisky, ale již není nutné broušení a hoblování – deska je zpočátku hladká. Obtížnost při řezání modřínu na pile spočívá v tom, že má vysoký obsah pryskyřice – až 23 % oproti 4,6 % u borovice!
To znamená, že pryskyřice aktivně znečišťuje zuby pily a vlivem tření začne hořet. K výrobě lisovaných výrobků používáme pouze nejmodernější zařízení a kotoučové pily ze spolehlivých slitin. K čištění pryskyřice z pil se používá speciální stroj, který přivádí horkou vodu pod tlakem do pily.
Každý kmen je řezán podle speciálního řezu sestaveného ve formě dokumentu a tabulky. Minimalizujeme tak ztráty a plýtvání a zlepšujeme kvalitu hotového řeziva. Všechny procesy jsou řízeny číslicově řízeným strojem, který vyrábí řezy podle zadaného programu s přesností na milimetry.
Existuje několik metod řezání dřeva, které se používají při výrobě desek.
Rumble řezání umožňuje získat několik neomítaných desek dané tloušťky. Řezání „se dřevem“ se provádí ve dvou fázích, z nichž první umožňuje získat několik bočních desek a dvoubřitého nosníku a druhá spočívá v řezání dřeva na samostatné desky.
Neomítaný díl se opracuje na opracovaný díl a dále se opracuje pilováním hran na kotoučové pile.
Při použití frézovacího a řezacího zařízení se kulatina okamžitě řeže na omítané desky. Poté jsou všechny výsledné desky odeslány do sušicí skříně, kde se suší podle toho, kde bude budoucí výlisek použit.
Úspora lesa je až 40 %. Následně při příjmu hlavního materiálu zbývá až 18 % zmetků, které také dáváme do užívání. Výlisky jdou k dalšímu zpracování a v budoucnu se z těchto odřezků bude vyrábět nábytek se složitými profily.
Výlisky – od slova lineární metr, to znamená, že výrobky se prodávají v běžných metrech. Mohou to být palubková, podlahová a terasová prkna (výbornou volbou je v tomto případě modřín), řezivo, profily, parkety, prkna, obkladové desky (obklady), soklové lišty a ozdobné profily. Každý z řeziva našel své místo ve stavebnictví.
Jaká by měla být vlhkost modřínu po vysušení?
Komorové sušení má ve srovnání s atmosférickým (přirozeným) sušením mnoho výhod. V první řadě mluvíme o možnosti vytvoření příznivých podmínek pro odstranění vlhkosti ze dřeva, řízení procesu a výrazné úspoře času.
Sušení dřeva v průmyslových podmínkách lze provádět v plynném prostředí, v poli vysokofrekvenčních proudů a v roztaveném médiu. Dále se používá kontaktní sušení, při kterém se dřevo dostává do kontaktu s kovovými deskami zahřátými na vysokou teplotu.

S ohledem na přirozené vlastnosti modřínového dřeva vyžaduje sušení takových surovin pečlivé dodržování teplotních podmínek a dostupnost prvotřídního zařízení na sušení dřeva. Modřín má velmi vysokou přirozenou vlhkost a stupeň vodivosti vlhkosti jádrové části stromu je mnohem nižší než u bělového dřeva. To zvyšuje míru smrštění tohoto druhu dřeva ve srovnání s jinými druhy jehličnatých druhů.
Tato fyzikální vlastnost materiálu navíc zvyšuje pravděpodobnost deformace a praskání obrobků, ke kterému dochází jak při konvenčním sušení za přirozených podmínek, tak při použití konvekčních sušících komor.
V důsledku toho, pokud neberete v úvahu individuální fyzikální a mechanické vlastnosti vrtošivého modřínového dřeva, pokud je porušena technologie sušení, vzniká značné množství defektů a objem přířezů, jejichž jakost musela být snížena kvůli vadám může dosáhnout až 50 % původního objemu surovin!
Aby nedocházelo k nadměrné spotřebě materiálu a výrazným ztrátám, používají společnosti, které pečlivě sledují kvalitu produkce řeziva, nejmodernější technologie zpracování dřeva. Moderní sušicí komory jsou vybaveny vysoce citlivými senzory a systémem zvlhčování materiálu. Zařízení mají digitální ovládání, takže celý proces sušení lze sledovat na obrazovce počítače a v případě potřeby měnit provozní parametry.
Pokud je lišta určena pro dekoraci interiéru, pak je deska vysušena na 12%, pokud pro exteriér – například palubka nebo prkno, pak na 16%.
Výroba lisovaných výrobků z omítaných desek
Po vysušení jsou desky předtříděny do tříd 0–1 a 2–4 a odeslány do hoblovny, kde jsou přímo zpracovány na výrobky. Tento typ zpracování, jako je hoblování, se provádí na specializovaném frézovacím zařízení, zejména na čtyřstranném hoblovacím stroji.
Zařízení dostalo tento název, protože umožňuje zpracování obrobku ze čtyř stran najednou, takže v jednom běhu získáme hotový výrobek. Toto zařízení se může lišit v závislosti na výkonu: existují stroje s malým zatížením a zařízení určená k provádění působivého množství práce.

Dřevoobráběcí frézky jsou vybaveny speciálním mechanismem pro zachycování a podávání řeziva do pracovního prostoru, který zajišťuje automatizaci procesu a vysokou produktivitu.
Pomocí čtyřstranného hoblovacího stroje je možné získat různé druhy lisovaných výrobků. Nejjednodušším příkladem jsou kalibrované desky, které mají naprosto přesné rozměry. Tento typ materiálu se tradičně používá pro obklady.
Pokud jde o hoblovanou desku, kromě dokonale přesných rozměrů má hladký a rovný povrch. Tloušťka hoblované desky se pohybuje od 20 do 40 milimetrů a šířka konstrukce – od 80 do 150 milimetrů.
Díky vysoké rozměrové přesnosti a estetické přitažlivosti se hoblované desky osvědčily jako materiál pro venkovní i vnitřní dekorace.
Pro výrobu obložení se omítaná deska ohobluje na frézce na jedné nebo obou stranách a poté se po stranách přehne nebo drážkuje. Skládání umožňuje získat obložení, které lze později instalovat od konce ke konci, a pero-drážka zajišťuje přítomnost vybrání pro výstupek, díky kterému jsou sousední desky k sobě připevněny pomocí pera. a-groove metoda.
Pro výrobu podlahové desky nebo jiných typů lišt pro podlahovou krytinu se omítaná deska ohobluje ze čtyř stran a profiluje se tak, že při instalaci podlahy jsou desky k sobě připevněny pomocí spojení pero-drážka. Tato technická vlastnost umožňuje získat povlak bez spár a prasklin, který nevrzá ani neklesá. Tloušťka podlahové desky se pohybuje od 22 do 50 milimetrů a šířka výrobku se pohybuje od 85 do 150 milimetrů.
Finální třídění provádí vyškolený specialista – makléř. Rozděluje výlisky na extra třídu (žádné vady), A (je povolena jedna vada na běžný metr), B (až 3 vady), C (praskliny a díry od spadlých uzlů nejsou povoleny, jiné vady se neberou v úvahu) a stupeň D (jakékoli vady).
Jeho cena samozřejmě závisí na tom, o jaký typ lisovaného výrobku se jedná. Po dokončení hodnocení je každá odrůda jednotlivě zabalena do speciální smršťovací fólie. Nyní jsou modřínové výlisky připraveny k odeslání do prodeje.
Třídy „Extra“ a A jsou elitní a vyznačují se poměrně vysokou cenou. Současně, jak ukazuje praxe, není pro dosažení velkolepého vzhledu dřevěné krytiny vůbec nutné kupovat prvotřídní řezivo.
Přítomnost malých vad na povrchu dřeva je spíše výhodou než nevýhodou, protože umožňují dodat hotovému výrobku individualitu a zdůraznit přirozenou krásu materiálu.
Pomocí tónovacích hmot můžete v případě potřeby opravit původní odstín. Právě z tohoto důvodu jsou mezi kupujícími nejrozšířenější třídy B a C. Představují ideální kompromis mezi cenou a spotřebitelskými vlastnostmi produktu.
Umělecké zpracování lisovaných výrobků
Pro zvýšení estetické hodnoty výrobků lze řezivo podrobit dodatečnému zpracování. Například díky kartáčování (umělému stárnutí dřeva) materiál získává zvláštní pevnost, což umožňuje jeho použití při vytváření exkluzivních interiérů.
Kartáčování se provádí pomocí speciálního zařízení vybaveného kartáči. V první fázi je horní vrstva dřeva zpracována pomocí trysky s kovovými štětinami, což umožňuje odstranit malé vady a promáčkliny.
Poté se výrobek brousí plastovým kartáčem, který dodává povrchu hladkost a zdůrazňuje texturu dřeva. Pro zvýšení vizuálního efektu lze kartáčování provést ve spojení s tónováním dřeva. Nejčastěji jsou parketové desky vystaveny umělému stárnutí, ze kterého se následně získá královsky luxusní podlahová krytina.
Neméně oblíbené je pravidelné tónování pomocí speciálního barevného nebo bezbarvého laku nebo oleje. Bezbarvé nátěry jsou navrženy tak, aby zvýraznily jedinečnou texturu dřeva a přirozenou krásu materiálu, a tónovací směsi jsou nezbytné k zakrytí nedokonalostí na povrchu a dodají povrchu upravenější vzhled.

Dalším velmi neobvyklým způsobem dekorativního zpracování parketových prken je vytvoření umělého poškození. K tomu se do speciální komory umístí malé kovové předměty, po kterých se komora začne rychle otáčet.
Parketová deska prochází odstředivkou, což vede ke vzniku chaoticky umístěného poškození – jakési jizvy na povrchu dřeva. Tento postup vytváří originální vizuální efekt, díky kterému můžete získat parkety „s historií“, které svým vzhledem nejsou horší než staré nátěry.
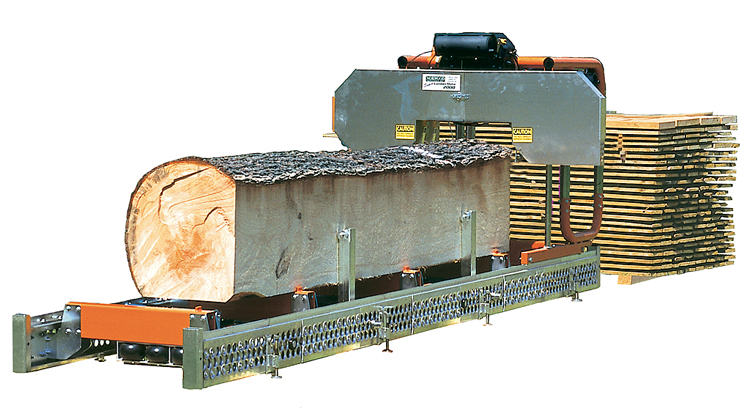
Horizontální pásová pila slouží k řezání dřeva libovolné tvrdosti na prkna, trámy a latě. Řezání probíhá pohybem rámu pily řezným nástrojem (pásovou pilou) po pevných kolejnicích pásové pily.
Použití pásové pily umožňuje:
- vyrábět z materiálu desky s vysokou kvalitou povrchu
- získat desku s přesností 2 mm. o délce 6 m;
- pásová pila umožňuje snížit množství odpadu 2-3krát,
- snížit náklady na energii;
- rychlé nastavení velikosti řezu,
- Pásová pila je schopna řezat krátké obrobky (od 1,0 metru) a vyrábět produkty o tloušťce až 2 milimetry.
- Pásová pila pracuje v podmínkách UHL 4 (GOST 15150-69). Pásová pila je vybavena elektromechanickým zdvihem pilové jednotky.
2. „Pásové pily“ – provoz a konstrukce:
2.1 Hlavní součásti a části pásové pily:
- Lůžko, které se pohybuje podél kolejnicových vodítek v horizontálním směru;
- Rám pily;
- Zvedací mechanismus rámu pily;
- Elektrická skříň;
- Svěrka kulatiny;
- Pohyblivý jezdec hnané řemenice;
- Hnací řemenice;
- Hnaná kladka;
- pohon klínovým řemenem;
- Kolejnicová vedení pro pásové pily;
- Mechanismus napínání pásové pily;
- Montážní konektor pásové pily;
- Pouzdro řemenice pásové pily
- Nádržka chladicí kapaliny
- Pevné vedení pily
- Vodítko pily je pohyblivé
Rám pásové pily má tvar U a podrážky s válečky pro pohyb rámu pily po kolejnicích a plstěnými kartáči, které čistí vedení od pilin. Rám pily se zvedá pomocí dvou jezdců umístěných na sloupcích postele. Pohyb je prováděn dvoucestným, synchronně zapojeným řetězovým převodem, poháněným elektromotorem, přes převodovku.
Rám se skládá ze dvou kanálů, které jsou umístěny paralelně a vzájemně propojeny. Na jednom konci rámu je napevno upevněna kladka hnací pily a na druhém hnaná, která má schopnost podélného pohybu. Viděl pásová pila napínána pružinovým šroubovým mechanismem, pružina tlumí tepelnou roztažnost pilového kotouče. Při výrobě pásové pily se napětí kalibruje pro pilu o šířce 35 centimetrů. Značky na těle napínače a podložce se rovnají napínací síle 525 kilogramů. V předním nosníku pásové pily a na jezdci hnané kladky jsou dva zámky pro vyjmutí a nasazení pilového kotouče. Na konzolách umístěných uprostřed rámu jsou dvě vodítka pásové pily (pohyblivá a pevná), která jsou vybavena opěrnými kladkami a seřizovacím systémem a lištou. Točivý moment je přenášen z motoru pily na hnací řemenici pomocí pohonu klínovým řemenem. Nádržka chladicí kapaliny je namontována na horní straně ochrany řemenice pily. Přívod kapaliny je regulován kohouty umístěnými na nádrži. Ovládací panel pro pásovou pilu je umístěn na horní příčce stroje.
Vodítka jsou skládací ze 3 částí, což je výhodné pro přepravu. Ve spodní části jsou nosné desky, do kterých jsou zašroubovány kotevní šrouby. Na vedení pásové pily jsou podpěry kulatiny. Kulatina je upevněna na kolejnicích pomocí čtyř šroubových svorek a dorazu, který poskytuje 90 stupňů.
3. SEŘÍZENÍ ŘEMENICE PILY
3.1. Stroj umožňuje seřízení polohy obou kladek vůči sobě v horizontální i vertikální rovině. Je nutné zajistit, aby pásová pila s tahem 6-8 kg/mmXNUMX. v příčném řezu se jedna větev nestrhla z ráfků pilových kladek.
3.2. Nejprve se řemenice seřídí ve svislé rovině a nastaví je do pravého úhlu k rámu pily. K tomu je na jezdci hnané řemenice přišroubován šroub Ml0 zespodu k její ose a na hnací řemenici se seřízení provádí instalací distančních podložek nebo desek. Tuto operaci provádí výrobce.
3.3 Pro regulaci polohy vodorovných rovinných pilových řemenic se do konců rámu ze strany hnací řemenice zašroubují dva šrouby Ml2 a jeden šroub se našroubuje do osy hnané řemenice.
Řemenice pásové pily je nutné seřídit v následujícím pořadí:
3.3.1 Vypněte jistič napájení na ovládacím panelu.
3.3.2 Otevřete ochranné kryty řemenic pily.
3.3.3 Umístěte pásovou pilu na řemenice tak, aby přesahovala okraje řemenic o výšku zubu plus 2-5 mm.
3.3.4 Zavřete pohyblivé konektory (zámky).
3.3.5 Napněte pásovou pilu otočením matice napínacího mechanismu na optimální hodnotu pro tento typ pásové pily (v poměru 6-8 kg/mmXNUMX).
3.3.6. Otáčením hnané řemenice rukou při řezání (proti směru hodinových ručiček) musíte vidět, jakou polohu pásová pila na řemenicích zaujme. Vybíhá-li řemen z obou řemenic rovnoměrně ven, pak bez oslabení napětí pily uvolněte pojistnou matici Ml6, která připevňuje osu hnané řemenice k rámu pily (saně rámu pily).
3.3.7 Poté povolte pojistnou matici M12 a zašroubujte šroub Ml2 o malý kousek, poté utáhněte pojistnou matici M12 a pojistnou matici M16.
3.3.8 Opakujte bod 3.3.6 a pokud dojde páska, opakujte seřízení, dokud nedosáhnete správného výsledku.
3.3.9 Pokud páska zabíhá dovnitř rovnoměrně, je nutné uvolnit napětí pásové pily.
3.3.10. Povolte pojistnou matici Ml6, pojistnou matici M12 a vyšroubujte o něco šroub M12, poté utáhněte matice M12 a M16.
3.3.11 Pokud páska zaujala polohu podle pokynů, pak bylo nastavení provedeno správně.
3.3.12 Pokud pásová pila při otáčení okamžitě odjede od hnací řemenice, pak by se mělo začít seřizováním.
3.3.13 K tomu, v závislosti na směru chodu řemene (směrem ven nebo dovnitř), povolte levou nebo pravou pojistnou matici Ml6 a proveďte seřízení ve stejném pořadí jako na hnané řemenici.
3.3.14 Po seřízení utáhněte všechny matice.
3.3.15 Zavřete dvířka pouzder řemenice pily.
3.3.16 Zapněte automatické napájení. energie na ovládacím panelu.
3.3.17 Krátce zapněte pohon pilových kladek a ujistěte se, že je pilový kotouč ve správné poloze. Stroj je připraven k použití.
4. POŽADAVKY NA PILOVÉ KOTOUČE
1. Při provozu pásové pily je pro zvýšení životnosti pásové pily nutné její řádné napínání na kladkách.
1.1 Velikost napětí v závislosti na jeho šířce se zjišťuje pomocí přístroje „Tensometer“.
1.2 Varování! Pásová pila by neměla být v provozu déle než 2 hodiny. Po uplynutí této doby je nutné jej sejmout ze stroje a alespoň 24 hodin volně pověsit, aby se zmírnil únavový stres.
2 Používejte správné mazivo pro pilový pás.
Jako řezná kapalina (chladicí kapalina) většinou stačí voda nebo voda s přídavkem saponátu („Víla“ apod.). Při nízkých teplotách je však nejlepší použít směs 50 % až 80 % motorové nafty nebo petroleje a 50 % až 20 % motorového oleje nebo oleje na pneumatiky pro motorové pily. Použití terpentýnu také poskytuje dobré výsledky při řezání jehličnatých stromů.
Pokud je jako chladicí kapalina použita voda, je nutné po ukončení práce potřít řemenice a řemen olejem.
3. Vždy povolte napětí pilového pásu.
Až budete hotovi, uvolněte napětí z pily. Během provozu se lopatky zahřívají a natahují a poté, jak se ochlazují, se během každé periody ochlazování smršťují o desetiny milimetru.“ Proto se řemeny ponechané na řemenicích pod zatížením samy přetěžují a vytvářejí otisk ze dvou řemenic, což způsobuje vznik trhlin v mezerách mezi zuby.
4. Použijte správnou sadu zubů.
Vyrovnání je správné, pokud v prostoru mezi pilovým kotoučem a opracovávaným dřevem máte 65-70 % pilin a 30-35 % vzduchu. Pokud je vaše sada zubů příliš široká na hmotnost nebo tloušťku dostupného dřeva, bude v řezu příliš mnoho vzduchu a málo pilin. Budete mít nadměrně velké ztráty kvůli pilinám a v důsledku toho větší drsnost zpracovávaného dřeva. Pokud je vůle nedostatečná, nedosáhnete dostatečně silného proudění vzduchu k odstranění pilin z řezu. Známkou toho jsou horké piliny. To může způsobit nejničivější poškození pily: provozní intervaly budou krátké a pila předčasně selže. Piliny by měly být na dotek chladné. A nakonec, pokud je řez nedostatečný a úhel ostření je nesprávný, pila vyřízne vlnu na desce. Z našeho pohledu nelze pracovat s kládami různých průměrů, řezivem a trámy při použití stejné sady zubů.
Musíte třídit dřevo.
Na každých 20-25 centimetrů zvětšení rozměru je potřeba navýšit kabeláž přibližně o 18 % podle toho, zda je dřevo tvrdé nebo měkké, mokré nebo suché. Jediným způsobem, jak dosáhnout požadovaného rozložení, je provést zkušební řezy na konkrétním kmeni. Zvyšte nastavení o 5-8 setin milimetru na každé straně, dokud nebudou viditelné stopy zubů. To znamená, že pracujete se směsí vzduchu a pilin 50/50. Poté snižte počet zubů o 8-10 setin na každé straně a dosáhnete požadovaného výsledku. Poznámka: Měli byste roztáhnout pouze horní osminu zubu, nikoli střední nebo spodní. Nechcete, aby se při pilování úplně zaplnila mezera mezi zuby. Když pracujete s měkkým dřevem, ať už mokrým nebo suchým, štěpky zvětší svůj objem na 4-7násobek svého buněčného stavu. Tvrdé dřevo, mokré nebo suché, expanduje pouze 1/2 až 3krát. To znamená, že pokud řežete 45cm borové kmeny, budete muset nastavit zuby o 20% širší než při řezání 45cm dubových kmenů. Před broušením vždy rozložte zuby.
5. Správně naostřete pilu.
Existuje pouze jeden způsob ostření pilových pásů. Kámen by se měl pohybovat dolů po povrchu zubu, kolem základny dutiny mezi zuby a nahoru podél zadní části zubu jedním kontinuálním pohybem.
Prostor mezi zuby (galleta) není zásobník na piliny. Závisí na tom výkonový proud vzduchu, chlazení oceli a odstraňování pilin.
Pokud máte správně nastavené zuby, vzduch je podél kmene přiváděn stejnou rychlostí jako pila, v důsledku čehož jsou piliny nasávány do galletu. Při průchodu kolem vnitřní a vnější strany dalšího zubu je piliny výrazně ochlazují. Je nutné, aby byl prostor mezi zuby vyplněn ze 40 %, což zajistí potřebné chlazení a zvýší provozní dobu pily.
6. Nastavte správný úhel ostření.
Díky hlubokým galletům můžeme použít zmenšené úhly ostření, které přenášejí méně tepla na špičku zubu. Řada pásek používá úhel háčku 10 stupňů, který je schopen proniknout do většiny středně tvrdých až středně měkkých dřevěných povrchů.
Obecné pravidlo zní: čím tvrdší dřevo, tím menší úhel ostření.
Upozornění: Nevěřte vahám a měřícím pravítkům na vaší ostřičce!
Čepy a vodítka na něm se opotřebovávají. Během práce se profil kamene mění.
Pro kontrolu správných úhlů ostření použijte úhloměr. Pozor; Doporučujeme pily měnit každé dvě hodiny nepřetržitého provozu a nechat je alespoň jeden den odpočívat.
Při provozu stroje je potřeba regulovat jednotlivé komponenty, aby se obnovil jejich normální provoz.
Na Obr. 1 ukazuje některé parametry plátna, které určují jeho trvanlivost a výkon, kde:
A – úhel ostření, jedná se o úhel mezi přední plochou zubu a rovinou kolmou k zadní části pily; B – zubní dutina; C – zadní plocha zubu;
E – rozvod, to je odchylka zubu od svislice. Linie nastavení (místo, kde se zuby ohýbají) se nachází ve vzdálenosti 1/3 od vrcholu zubu; R je poloměr prohlubně;
P – rozteč zubů, to je vzdálenost mezi dvěma zuby; H je výška zubu, to je vzdálenost od základny zubu k jeho vrcholu.
Parametry pily
Vznikající problémy a jejich řešení