Kolik kroků je potřeba k pájení plastových trubek?
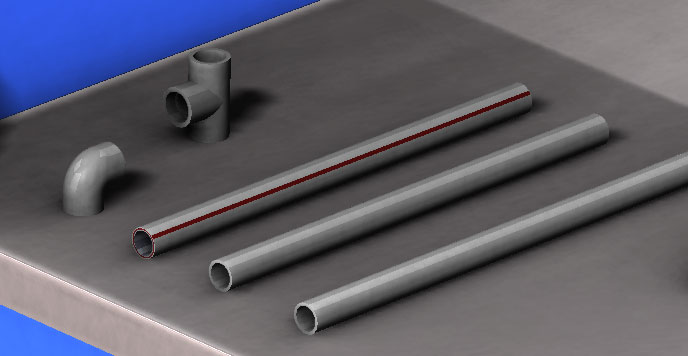
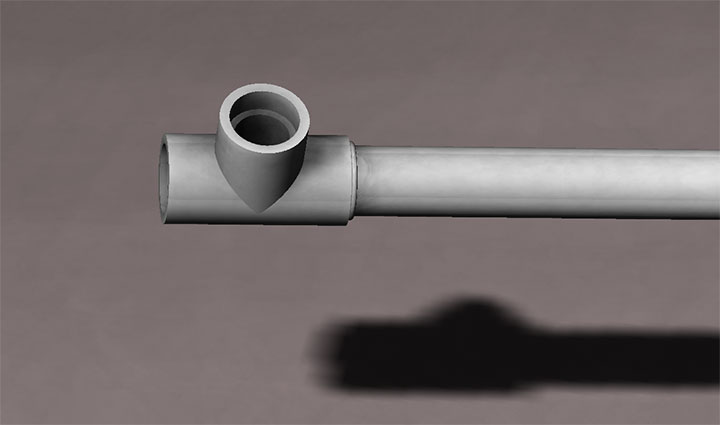
Polypropylenové trubky lze použít pro všechny vodovodní systémy (kromě požární ochrany). Instalace potrubí je poměrně jednoduchá, ale vyžaduje speciální svařovací stroj. Přímé úseky potrubí budou spojeny spojkami, úhelníky a T-kusy většího průměru. Při montáži se potrubní prvky spojují tak, že vnější průměr trubky je přivařen k vnitřnímu průměru spojky (úhelník, T, atd.).
Pro přívod studené vody je ve většině případů vhodná běžná nevyztužená trubka. Pro přívod teplé vody by měla být použita pouze vyztužená polypropylenová trubka. To je způsobeno skutečností, že při zahřívání se polypropylen výrazně roztahuje, použití výztužné vrstvy umožňuje mírně snížit velikost prodloužení trubky při zahřívání.
Minimální přípustná teplota vzduchu v místnosti pro instalaci polypropylenového potrubí je 5 stupňů.
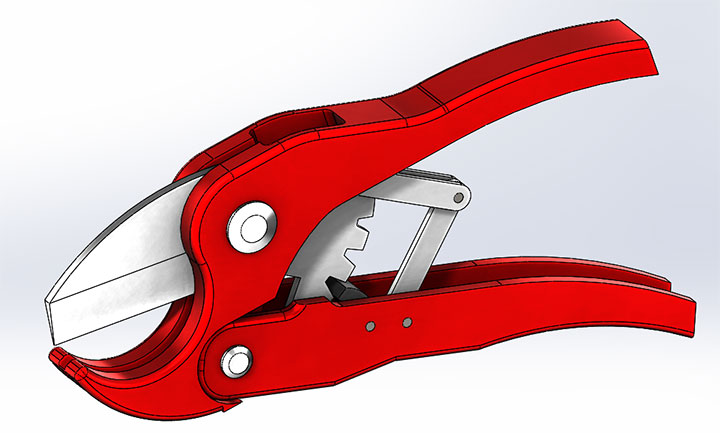
K řezání trubky použijte speciální nůžky na trubky nebo válečkovou řezačku trubek.
Svařovací stroj na polypropylenové trubky
Pro svařování polypropylenového potrubí se používá speciální svařovací stroj (často se mu říká páječka), na něm jsou instalovány trnové a spojovací trysky, velikost trysek je určena průměrem potrubí, které je třeba svařit. Nástavec trnu se používá k ohřevu vnitřního povrchu dílů typu „Spojka“ (úhelníky, T-kusy, adaptéry). Spojovací tryska se používá k ohřevu vnějšího povrchu trubky.
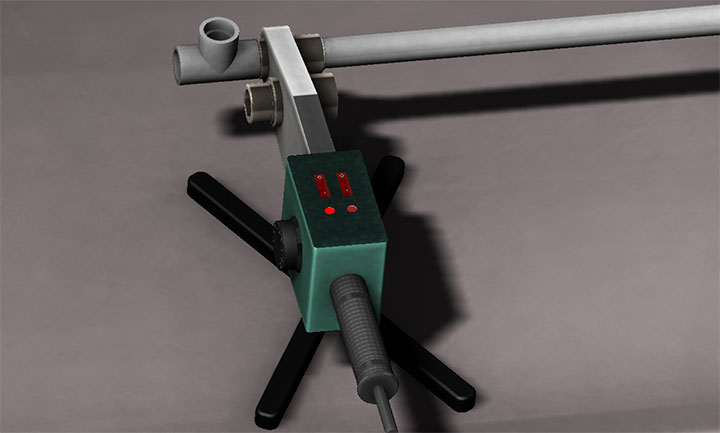
Návrh svářečky polypropylenových trubek
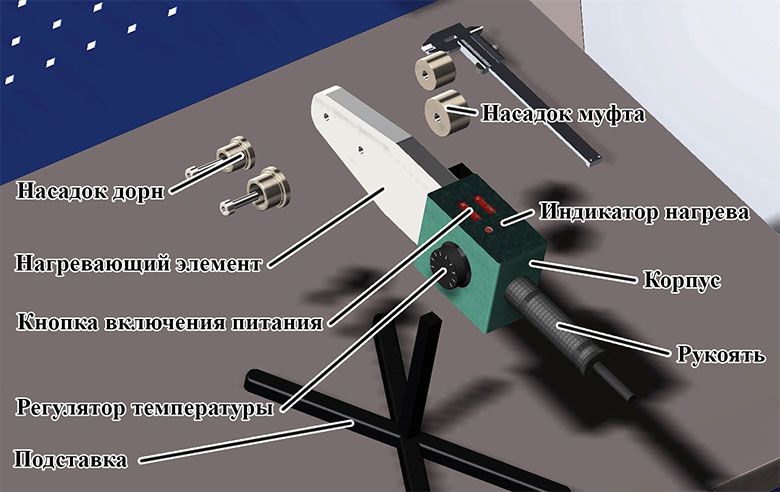
Hlavní prvky stroje pro svařování polypropylenových trubek:
- Bydlení;
- Zásobování;
- rukojeť s napájecím kabelem;
- Topné těleso;
- Tlačítka napájení pro topná tělesa;
- Indikátory ohřevu topného článku;
- Regulátor teploty;
- Uchycení trnu;
- Spojka trysky.
Proces svařování polypropylenových trubek
Svařovací stroj se instaluje na stůl nebo pracovní stůl a je připojeno napájení. Mnoho ohřívačů má dvě topná tělesa se dvěma tlačítky napájení, to je nutné pro nastavení optimálního provozního režimu. Pro rychlé zahřátí je třeba zapnout dvě topná tělesa, následně pro udržení teploty stačí jedno zapnuté topné těleso. Svítící kontrolky vedle tlačítek signalizují, že se topné těleso zahřívá a teplota je nestabilní. Svařování musí být provedeno, když indikátory zhasnou.
Chcete-li svařit polypropylenovou trubku, musíte nastavit teplotu pomocí regulátoru Stupňů 260.
Po zahřátí svářečky je nutné současně nasadit trubku do spojovací trysky a spojovací prvek (T-kus, úhelník atd.) na trn.
Jak dlouho trvá zahřátí polypropylenové trubky?
Doba ohřevu pro trubky různých průměrů je uvedena v tabulce.
| Průměr potrubí, mm | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 |
| Doba ohřevu na zařízení, sec | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 |
| Doba svařování, sec | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 |
| Doba chlazení, sec | 120 | 120 | 220 | 240 | 250 | 360 | 360 | 360 |
Po zahřátí je nutné současně vyjmout potrubí a prvek z trysek a připojit je. V tomto případě by měla být zachována hloubka svařování, pro pohodlí můžete nejprve použít značky na potrubí.
Jaká je hloubka svařování polypropylenové trubky?
Míra, o kterou musí být trubka „zapuštěna“ do spojovacího prvku, je uvedena v tabulce.
| Průměr trubky | Instalační hloubka |
| 20 | 15 |
| 25 | 17 |
| 32 | 19 |
| 40 | 20 |
| 50 | 24 |
| 63 | 28 |
| 75 | 30 |
Nesouosost potrubí a spojky během instalace by neměla překročit 3 stupně.
Po svaření prvků je nutné nechat spoj vychladnout, prvky se nesmí otáčet ani zatěžovat potrubí.
Pro připojení k závitovým dílům jsou na potrubí instalovány odnímatelné a trvalé spojky.

Polypropylenová potrubí se již dlouho používají při instalaci topných systémů, zásobování vodou, kanalizací a také při modernizaci stávajících dálnic. Spojování prvků v takových potrubích se provádí svařováním, což zajišťuje jejich spolehlivou těsnost, bezpečný provoz a trvanlivost. Pájení plastových trubek se provádí páječkou. Takový nástroj má speciální konstrukci a může poskytnout potřebnou teplotu pro spojování prvků potrubí. V tomto článku se podíváme na výhody této metody instalace a také vám řekneme, jak používat páječku pro polypropylenové trubky.
Technologické vlastnosti pájení trubek
Důležitou vlastností polypropylenu je, že při zahřátí změkne a snadno podléhá mechanickému namáhání. Při spojování pronikají částice roztaveného plastu do sousedního prvku. Po vychladnutí pájených dílů vznikne pevný spoj odolný proti roztržení. Švy polypropylenového potrubí vydrží stejné zatížení jako základní materiál.
Pro zajištění vysoce kvalitního připojení odborníci doporučují dodržovat následující podmínky:
• polypropylen by měl být zahříván páječkou, dokud se nestane viskózní, a je třeba dodržovat pokyny pro práci se zařízením;
• pouze pájení dílů ze stejného materiálu se nedoporučuje, protože takové operace nemohou zajistit spolehlivé spojení;
• při připojování tvarovek nebo konců k trubce musíte sledovat kvalitu pájení a vyhnout se deformacím nebo mezerám. Maximální lícování je zajištěno předbroušením řezných hran;
• je třeba pamatovat na to, že polypropylen rychle tvrdne, a proto vyrovnání spojů po vytvrzení zabere jen několik sekund, nelze závadu odstranit;
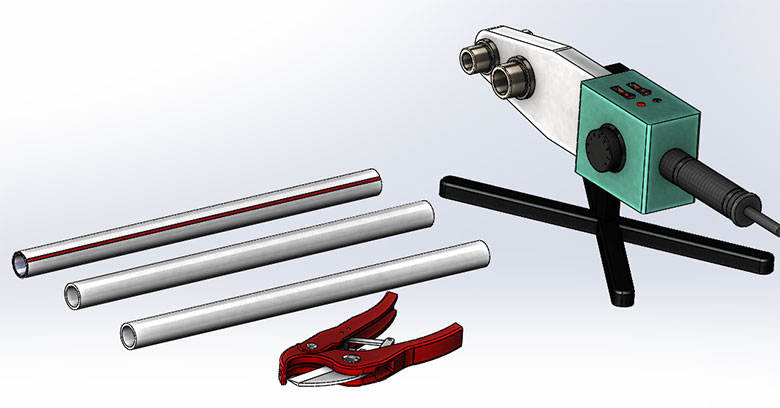
Právě termoplastické vlastnosti materiálu zajišťují efektivní spojování dílů. Pevné spojení je přitom možné pouze při dodržení norem a technologie pájení. Stroje na svařování trubek jsou vyrobeny tak, aby se s nimi snadno pracovalo. Podpůrná instalace a odnímatelné pouzdro pro nástavce vám umožní rychle provést potřebné akce. Podívejme se, jak pájet plastové trubky pro zásobování vodou páječkou s vysokou účinností.
Problematika svařování polypropylenových trubek
Doporučuje se provést zkušební spojení dílů na vhodném místě na stole nebo podlaze. Následně se provádí pájení na různých místech objektu. Vše závisí na tom, jak je potrubí položeno (nebo bude položeno). Často se stává, že dostat se do dokovacího bodu je značně problematické.
Než začnete svařovat na těžko dostupných místech, musíte si vybrat pohodlnou polohu pro vaše tělo. To je velmi důležité, protože jinak může velitel udělat chybu, která může vést k:
• přehřívání prvků, tavení polypropylenu, jeho šíření;
• nesprávné spojení dílů menších nebo hlubších, než stanoví normy;
• spojení s ohyby nebo zatáčky (vede k porušení těsnosti spojů).
Důležitou součástí úspěšného pájení je synchronizace v akcích, oba spojované prvky musí být zahřáté a vyjmuty z páječky současně. Před spojením ohřívaných dílů dochází k prodlevě, která je nutná pro umístění zařízení na stojan. Doba této nucené prostoje závisí na dovednostech a zkušenostech mistra. Chyby, které v takových chvílích vznikají, mohou vést k prohnutí a prasknutí v kloubech. Níže se podíváme na to, jak správně pájet polypropylenové trubky páječkou, aby se předešlo problémům popsaným výše.
Správné provedení difuzního svařování trubek
Při pokládce potrubí je vždy potřeba instalovat speciální spojky, které hrají roli spojovacího článku. Také místo spojek lze použít odřezky trubek o větším průměru, než je základní materiál. Když je spojka (trubka velkého průměru) umístěna na hrot páječky, její okraj se roztaví a vytvoří efektivní spojení.
Zároveň, aby bylo zajištěno kvalitní spojování, odborníci doporučují nejprve vyčistit konce trubky smirkovým papírem a odstranit otřepy. Po roztavení konců páječkou jsou prvky spojeny. Během procesu by se neměly dělat chyby, protože to může vést k úniku nebo prasknutí potrubí.
Přípravná fáze
Než začnete instalovat nové potrubí, měli byste nakreslit jeho schéma přímo na stěny. Nejjednodušší verzí takového plánu jsou obyčejné čáry nakreslené tam, kde bude budoucí dálnice procházet. Toto označení umožňuje technikovi kontrolovat proces instalace.
Důležité je také předem změřit a nařezat trubky určité délky. Pokud plánujete spojovat díly pomocí spojek, musíte si předem připravit požadovaný počet. Pokud se instalace provádí na spoji, pak je v tomto případě nutné vzít v úvahu deformaci prvků. Podle normy se během tavení trubka zmenší o 2 mm.
Pokud musíte svařovat trubky o průměru větším než 40 mm, je v tomto případě lepší použít páječku s centrováním. Takové zařízení obvykle používají zkušení řemeslníci. Nástroj je dodáván s teflonovými tryskami o průměru 14 až 63 mm, které spolupracují s topným tělesem. Liší se tvarem (je zde trn a objímka) a velikostí. Objímka je tryska pro tavení vnější části trubky a trn je pro práci s vnitřní částí.
Je důležité udržovat teflonové hroty čisté. Pokud na nich zůstanou částice roztaveného polypropylenu, měly by být odstraněny. Tento postup se provádí před ochlazením páječky. Topné těleso a trysky se otírají hustým materiálem (nejlépe plachtou). Po vychladnutí páječky nečistěte hroty a další prvky, mohlo by dojít k poškození teflonové vrstvy.
П příprava zařízení
Bohužel ne všechny moderní modely páječek na trubky jsou dodávány se stojanem. V tomto případě musí master připravit místo, kde bude nástroj nainstalován. Vhodné nástavce jsou umístěny vedle zařízení. Páječky umožňují současné použití hrotů různých velikostí. Je to velmi pohodlné.
Topné těleso páječky se zahřívá současně po celé délce. Teplota ohřevu musí být nastavena na zařízení předem. Pro spolehlivé svařování polypropylenových trubek musí být teplota minimálně 260⁰C. K dosažení této hodnoty se standardní páječka potřebuje 10 – 15 minut zahřát. Navíc v chladné místnosti dochází k ohřevu pomaleji. Pokud je okolní teplota nižší než 0 °C, je pájení trubek přísně zakázáno.
Jak zahřívat polypropylen
Pro správné pájení polypropylenových trubek je důležité znát teplotu ohřevu polypropylenu. Spojení částí potrubí zahrnuje několik fází:
1. Zahřátí spojovaných dílů do požadovaného stavu.
2. Dokování prvků.
Díly se nasazují na různé nástavce a vše závisí na jejich velikosti. Trubka se zasune do objímky na celou hloubku až po instalovaný omezovač. Tvarovky se také zasouvají do trnu až na doraz. Současně musí master řídit proces ohřevu a zajistit, aby nedocházelo k deformacím nebo závadám. Dále musíte prvky držet, zatímco se zahřívají. Doba ohřevu závisí na technických vlastnostech a tloušťce materiálu.
Je třeba mít na paměti, že je třeba se vyvarovat přehřátí dílů, protože to vede k deformaci a selhání těsnosti spojů. Při spojování se mohou uvnitř trubky hromadit roztavené částice materiálu, což vede ke snížení propustnosti celého vedení. Vyhřívanou trubku byste proto neměli do tvarovky příliš tlačit.
Jak jsme již zdůraznili, svařování páječkou pro plastové trubky zahrnuje krátké technické přestávky, které jsou nutné k odstranění zahřátých částí z páječky. Pokud se práce provádějí v chladné místnosti, prvky se mohou ochladit, což povede ke snížení kvality spojů. Proto, aby se zabránilo takovému vývoji událostí, musí mistr zahřívat části o několik sekund déle. Optimální dobu ohřevu je třeba vypočítat výběrem, přičemž je třeba vzít v úvahu:
• okolní teplota;
• průměr (úsek) potrubí;
• doba držení.
Odborníci doporučují zpočátku nastavit teplotní parametry na páječce maximálně 265⁰ C. Pokud je více než 270⁰ C, pak hrozí, že šev bude příliš tenký a nebude schopen zajistit požadovanou pevnost a těsnost spoje. spojení.
Vlastnosti svařování
Pájení dílů polypropylenového potrubí se provádí rychlým pohybem. Technik ostře vyjme prvky z trysek a přiloží nahřáté části k sobě tak, aby trubka těsně zapadla do tvarovky. Zároveň musí řídit proces a zajistit, aby nedocházelo ke zkreslení a jiným závadám. Čištění a úprava délky musí být provedena předem. V opačném případě hrozí chyby, které nelze v budoucnu opravit.
Abyste předešli předčasnému ochlazení dílů, měli byste páječku nainstalovat co nejblíže k místu pájení. Tento bod je třeba předem předvídat a připravit místo pro instalaci zařízení.
Tímto způsobem se můžete naučit, jak správně pájet polypropylenové trubky páječkou, aniž byste dělali chyby.
Vhodnou páječku pro pájení trubek a další práce zakoupíte v TVK “Elektrocentrum“a na webových stránkách internetového obchodu stv39.ru.