Jak připojit polypropylenové trubky a tvarovky – EcoMontazh
Potřeba studeného připojení polypropylenových trubek vzniká ve dvou případech: prvním je nedostatek svařovacího zařízení, druhým je nemožnost připojení k elektrické síti.

Dnes vám řekneme, jak spojit dvě polypropylenové trubky bez pájení, a doporučíme řešení, která jsou relevantní pro domácí a průmyslové sítě. Materiál bude užitečný pro kvalifikované instalatéry a začínající specialisty.
Výhody nepájených spojů
Instalace polypropylenových trubek bez pájecího zařízení umožňuje.

- Ušetřete zdroje. Pájení polypropylenu zahrnuje použití svařovacího stroje. Nákup zařízení zvýší náklady na instalaci, dopravu a náklady na přípravu.
- Provádějte práci bez dovedností. Ne každý ví, jak spojit polymerové trubky a tvarovky svařováním. To vyžaduje speciální školení a dlouholeté zkušenosti. Sestavit jednotku „za studena“ zvládne každý řemeslník.
- Rychle udržujte a upgradujte svou síť. Většina studených spojů je odpojitelná. Odpadají tak potíže při opravách dálnice a vytváření nových spojů.
Položení vedení bez použití pájení má jednu významnou nevýhodu – značné časové náklady.
Spojování potrubí pomocí přírub
Přírubové spoje jsou jednoduché a spolehlivé. Odolají tlaku až 30 MPa a jsou upevněny šrouby. Při výběru produktů se zohledňují parametry dopravovaného média a průměr potrubí.

Existují dva typy přírub.
- Obsazení. Prvky, které jsou součástí potrubí nebo tvarovky.
- Svařované. Odnímatelné části přivařené k potrubí během instalace.
Příruby bez třísek nebo otřepů jsou vhodné pro spojování polypropylenových trubek. Těsnící prvky pomáhají zvýšit těsnost sestavy.
Vybavení
Vynikající alternativa k pájení polypropylenových trubek. Řemeslník má přístup k závitovým a krimpovaným výrobkům. První vytvářejí odpojitelná, druhá – trvalá spojení. Tvarovky jsou vyráběny ve formě spojek, úhelníků, křížů a T-kusů.

Před připojením polypropylenových trubek a tvarovek musíte:
- ořezávání plastových trubek;
- odstranit otřepy a jiné vady, které brání instalaci;
- zkontrolujte neporušenost a úplnost armatury.
Doba trvání prací závisí na složitosti připojení a průměru vodovodního potrubí.
Lepené spoje
Lepení trubek je jednoduchý a spolehlivý způsob, jak získat sestavu z jednoho kusu. Při provádění práce se používají speciální směsi. Jsou odolné vůči změnám teplot a jsou vhodné pro venkovní i vnitřní použití.
- snadné skladování a aplikace;
- získání spojení s vysokou úrovní těsnosti;
- zachování výkonu po celou dobu životnosti;
- pracovat s různými typy polymerů.
Lepidlo se dodává ve speciálních sklenicích a skladuje se na chladném a suchém místě.

Příprava spojení probíhá v několika fázích.
- Odmašťování. Pracovní plocha je ošetřena rozpouštědlem. Pro použití se doporučují kompozice kompatibilní s polyethylenem a polypropylenem.
- Nanášení lepidla. Spojovací body trubek jsou pokryty adhezivní kompozicí. Směs se rozetře do tenké, rovnoměrné vrstvy. Kvalita jeho aplikace se kontroluje vizuálně.
- Instalace potrubí. Hlavní prvky jsou spojeny a upevněny ve stacionární poloze. Při provádění práce je důležité udržovat vyrovnání.
- Vysychání. Postupem času lepidlo získává své vlastnosti. Průměrná doba tuhnutí je 24 hodin.
Správně provedené spojení má vysokou míru bezpečnosti a odolá značnému tlaku.
Výrobky pro práci s propylenovými trubkami
Firma EcoMontazh prodává vše potřebné pro pokládku potrubí. Sortiment zahrnuje tvarovky, příruby, lepidla a svářecí zařízení. K dispozici je široká škála trubek. Kupující mají přístup k řešení pro inženýrské, obchodní a průmyslové sítě.
- prodej certifikovaných výrobků s vynikajícími funkčními vlastnostmi;
- přijatelné ceny pro všechny druhy zboží;
- zasílání placených produktů kamkoli v Ruské federaci.
Interní konzultanti doporučí vhodná řešení. Specialisty můžete kontaktovat telefonicky nebo prostřednictvím elektronického formuláře.
Elektrofúzní svařování HDPE trubek (svařování s vestavěnými elektrickými ohřívači)
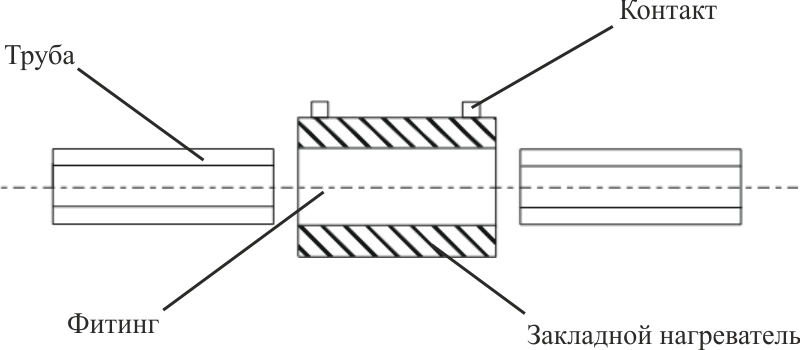
Proces svařování plastových trubek pomocí elektrosvařovaných tvarovek (nejčastěji polyetylen, méně často se technologie používá pro polypropylen a další materiály) spočívá ve spojování trubek pomocí zabudovaných ohřívačů (kovová spirála instalovaná uvnitř plastového spojovacího dílu – tvarovky). Svařovací stroj je připojen ke kontaktům tvarovky a napájí cívku proudem přesně definovaných parametrů. Teplo uvolněné při tomto procesu roztaví polyetylen, materiál se změkčí a spojí svařované prvky a vyplní prostor mezi nimi. Po ochlazení a krystalizaci polyethylenu tvoří trubky a spojovací kus jedinou strukturu. Svařovaný spoj získaný pomocí této technologie je považován za nejspolehlivější možnost pro svařování PE trubek.
Výhody svařování spojkami oproti jiným způsobům svařování HDPE trubek
- Nízká cena elektrofúzních svařovacích strojů: ve srovnání se svařovacími stroji na tupo může být cena zařízení řádově nižší, to platí zejména pro trubky velkého průměru;
- Zařízení pro elektrofúzní svařování je lehčí, kompaktnější a všestrannější. Svářečské práce lze provádět ve stísněných podmínkách, kde není možné provádět svařování natupo, včetně oprav stávajících sítí. Navíc při použití elektrických svařovaných tvarovek je možné svařovat potrubí nejen v horizontální rovině, ale také v různých úhlech, včetně šikmých a vertikálních úseků.
- Důležitý bod: technologický proces elektrofúzního svařování je mnohem jednodušší na provedení než svařování na tupo. Minimalizuje se tak možnost lidské chyby. Vlastní svařovací proces je ve skutečnosti prováděn automaticky svařovacím strojem. Větší význam zde má správné provedení přípravných operací: upevnění svařovaných prvků, čištění a odmašťování pracovních ploch atd.
- Svařování s vestavěnými ohřívači umožňuje spojovat dohromady prvky s různými SDR a vyrobené z různých složení polyetylenu (PE80, PE100 atd.).
- Při elektrofúzním svařování na rozdíl od svařování na tupo nevznikají žádné vnitřní otřepy (válce roztaveného materiálu stlačené dovnitř) – průchodnost potrubí se nesnižuje.
Video ze svařování HDPE spojek:
Doporučení pro proces manžetového svařování tlakových PE potrubí
Elektrofúzní svařování musí být prováděno v souladu s pokyny výrobce použité armatury, aktuálními národními předpisy a nařízeními a následujícími obecnými doporučeními:
- Připravte svařovací plochu: musí být chráněna před srážkami, větrem, pískem, prachem, příliš nízkými nebo vysokými teplotami (ne nižšími než -10°C a vyššími než +40°C). V případě potřeby použijte ochranný svářečský stan s nainstalovanými ohřívači.
- Očistěte konce trubek od nečistot.
- Trubky řežte kolmo k ose (odchylka od kolmice by neměla přesáhnout 0,5 tloušťky stěny trubky). Pro řezání plastových trubek je povoleno používat speciální řezačky trubek nebo pily, které nevyžadují mazání.
- V případě nekulatosti trubek (rozdíl mezi maximálním a minimálním vnějším průměrem) použijte zaoblovací zařízení (zaoblovací podložky, kalibrační svorky, polohovadla s funkcí zaoblení). Ovalita by neměla překročit hodnoty stanovené regulačními dokumenty.
- Zkontrolujte, zda tvarovka odpovídá typu potrubí (průměr a SDR).
- Pomocí fixy označte svařovací zónu na koncích trubky v délce minimálně 0,5 délky spojky od konce trubky nebo odizolovací zónu v místě instalace sedla (pokud používáte sedla ).

Vyčistěte potrubí pomocí speciálního odstraňovače oxidu nebo ruční škrabky do hloubky 0,2 mm:

Tloušťka odizolování by měla být rovnoměrná po celé délce. Doporučuje se vyčistit oblast s malou rezervou. Značky odizolování by měly být viditelné na obou stranách kování nebo kolem sedla.

Označte hloubku zasunutí na trubky fixem.


Úhel ohybu trubek a tvarovek by neměl překročit 5 stupňů (v závislosti na účelu potrubí se hodnota může lišit). Aby se zabránilo uvolnění roztaveného materiálu ze svařovací zóny, není dovoleno vyvíjet jakékoli mechanické zatížení na trubky a tvarovky, dokud svarový spoj nevychladne. Z tohoto důvodu je použití polohovadel zvláště důležité při svařování trubek dodávaných ve svitcích, jakož i při svařování tvarovky a části trubky v blízkosti výstupního bodu potrubí kladeného směrovým vrtáním. Pokud jsou sedla svařovaná, nainstalujte je v souladu s pokyny výrobce. Pokud má sedlo závitové spoje, zcela je utáhněte (aby nedošlo k deformaci během zahřívání po roztažení materiálu)