Svařování argonem: technologie argonového oblouku, návod jak na to sami, video, foto
V tomto článku se podíváme na to, co je potřeba pro argonové svařování, jak se provádí a další vlastnosti práce.
Svařování argonem umožňuje pečlivě svařovat různé kovy a vytvářet pevné a krásné švy. Jedná se o progresivní typ svařování používaný v chemickém a potravinářském průmyslu, strojírenství. Takové svařování neublíží v garáži nebo soukromé dílně. Zvažme, co je potřeba pro argonové svařování, jak se provádí, jaké kovy se svařují v jakých režimech.
- Co je argonové svařování
- Klasifikace argonového svařování podle typu
- Co je potřeba pro argonové svařování
- Zařízení pro práci s argonem
- Jak vařit s argonem
- Jaké kovy se vaří s argonem
- Výhody a nevýhody argonového svařování
Co je argonové svařování
Argonové svařování je druh svařování elektrickým obloukem, pouze s netavnou elektrodou a jiným principem ochrany svarové lázně. Mezi obrobkem, ke kterému je připojena zem, a wolframovou elektrodou se zapálí oblouk. Netaví se, ale teplota oblouku stačí k roztavení okrajů kovu. Oscilace elektrod lze řídit svarovou lázní nastavením rychlosti svařování, šířky švu a hloubky průvaru.
Přídavný drát se používá k utěsnění mezer nebo vytvoření vysoké svarové housenky. Vybírá se se stejným složením jako svařovaný kov. Svářeč podává drát volnou rukou.

Argonový ochranný plyn je přiváděn tryskou hořáku do svařovací zóny. Vhání atmosféru kolem elektrody a izoluje roztavený kov od vnějšího prostředí. Bez argonu se uhlík silně uvolňuje, svarová lázeň bublá a švy se stávají porézními.
Svařovací invertor funguje jako zdroj proudu. Nese označení TIG a tím se odlišuje od vybavení MMA. Má speciální konektory pro hořák, další kanál přívodu plynu a jiný způsob ovládání.
Klasifikace argonového svařování podle typu
Ve výrobě existují tři typy argonového svařování, které jsou klasifikovány do následujících kategorií:
Argonové svařování se navíc dělí podle způsobu provedení s přídavným drátem nebo bez něj. Při svařování tenkých ocelí s průřezem do 2 mm se obejdete bez přísady. Po stranách by neměly být žádné mezery – důležitý je těsný tlak. Poté wolframová elektroda roztaví okraje a tento kov stačí ke spojení stran. Švy jsou tenké, hladké (téměř bez šupin, jako zrcadlo) a vzduchotěsné. Pokud se však rozbijí, snadno se poškodí.
Vaření s přísadou trvá déle, švy jsou šupinaté (počet vrstev šupin závisí na frekvenci podávání přídavného drátu do svarové lázně), ale můžete roztavit mezery široké 3-5 mm a vytvořit hlízy pro drážky . Metoda s přísadou se používá pro svařování silných kovů o průřezu 3 mm a více



Co je potřeba pro argonové svařování
Chcete-li svařovat pomocí argonového obloukového svařování, musíte sestavit sadu zařízení a příslušenství, jakož i spotřební materiál a osobní ochranné prostředky.
K provozu je nutný argonový hořák. Hořák se vyznačuje připojovacím konektorem obsahujícím kanál přívodu plynu, napájecí kabel a čip pro napájení ovládacích tlačítek.
Při výběru hořáku věnujte pozornost umístění tlačítka. Může to být buď zdola nebo shora. Ovlivňuje snadnost ovládání. Délka kabelu určuje zónu manévrovatelnosti svářeče. Pro stolní práci stačí 3 m. Pro svařování velkých nádob volte balení hadic 5-8 m Pokud plánujete svařovat pravidelně proudy 250-400 A, hledejte vodou chlazený model.
Do hořáku je vložena nekonzumovatelná wolframová elektroda. Spotřební materiál se liší barvou hrotu pro různé typy kovů. Pokud jste začátečník, kupte si elektrodu s modrým hrotem. Je univerzálnější a hodí se pro jakýkoli úkol.
Druhý kabel nutný k dokončení elektrického obvodu je uzemnění. Připevňuje se k výrobku pomocí krokodýla. Čím lepší kontakt, tím stabilnější je oblouk.
Hořák BARSVELD TIG-26V
Wolframové elektrody WL-20 -175
Držák elektrody ESAB Handy 300
Připojení ochranného plynu
Pro přívod argonu do svařovací zóny budete potřebovat šedý argonový válec. Kapacita se pohybuje od 10 do 80 litrů. Pro práci v terénu je praktické mít malý válec. Nádrž je připojena přes redukci. Plyn je do přístroje přiváděn speciální svařovací hadicí. Mělo by to být černé. Pokud zvolíte délku 10 m, budete moci pohybovat zařízením po dílně, aniž byste za sebou táhli válec.
Argonový válec 5 -150U
Převodovka GCE ProControl
Plynová hadice ⌀ 9,0 mm
Osobní ochranné prostředky svářečů
Svařování argonem není o nic méně nebezpečné než svařování RAW, proto jsou nutné osobní ochranné prostředky. Abyste se nepopálili o horké předměty, používejte legíny a ochrannou zástěru. Proces svařování je řízen maskou. Nejpohodlnější je pracovat v masce chameleona než v trvale zatemněném štítu. Vždy si můžete vybrat pohodlnou svářečskou kuklu za dostupnou cenu.
Svařovací zástěra ESAB
Maska BARSVELD MS 307
Zařízení pro práci s argonem
Jedním z nejdůležitějších pro argonové svařování je invertorový stroj TIG. Schopnost penetrace a spojování různých kovů závisí na jejich vlastnostech a funkčnosti. Výběr vhodného stroje pro argonové obloukové svařování je klíčem k úspěchu.
Ve výrobě existují tři typy argonového svařování, které jsou klasifikovány do následujících kategorií:
Jak vařit s argonem
Nejprve nastavte zařízení. U nejjednodušších modelů nastavte sílu proudu a průtok plynu. Režimy závisí na tloušťce kovu.
| Tloušťka kovu, mm | Aktuální síla, A. | Spotřeba plynu, l/min |
|---|---|---|
| 1 | 30-40 | 6 |
| 1.5-2 | 45-70 | 7 |
| 3 | 75-90 | 8 |
V pokročilejších verzích nastavte následující nastavení (například vyberte parametry pro svařování oceli o tloušťce 1.5 mm):
Existují dva způsoby, jak zapálit oblouk, v závislosti na možnostech zařízení. Kontaktní metoda vyžaduje, aby se špička elektrody dotkla produktu. Někdy se zapíchne wolframová jehla, což způsobí, že se rychleji otupí a budete muset věnovat čas přebroušení. Bezkontaktní zapalování pracuje s vysokofrekvenčním impulsem (vestavěným oscilátorem), budícím elektrický oblouk bez dotyku. To je pohodlnější, jehla se méně často tupí.
Svařování argonem se provádí v následujícím pořadí:
- Zapněte invertorový stroj TIG.
- Připojte hmotu k produktu.
- Vložte naostřenou wolframovou elektrodu do hořáku.
- Otevřete plynovou láhev.
- Přiveďte hořák k produktu ve vzdálenosti 3-5 mm od povrchu ke špičce jehly.
- Nasaďte masku, stiskněte tlačítko napájení. Nejpohodlnější je vařit v režimu 4T. Pak nemusíte neustále držet tlačítko napájení.
- Když oblouk začne, držte jej v místě spoje, aby se vytvořila louže kovu. Pomocí krouživých pohybů elektrody docílit fúze stran. Hořák by měl být držen pod úhlem 45 stupňů vzhledem k povrchu.
- Pomalu pohybujte jehlou zprava doleva a druhou rukou opatrně podávejte plnicí drát. Přísada se aplikuje před elektrodu.
- Při dokončení švu stiskněte tlačítko, ale neuvolňujte ho. Svařovací proud se sníží, aby se kráter uzavřel a na konci se zabránilo píštěli.
Jaké kovy se vaří s argonem
Pomocí argonového obloukového svařování jsou spojeny následující:
Zdroj videa: Aurora Online Channel
Výhody a nevýhody argonového svařování
Pomocí argonového svařování můžete spojovat hliník, měď, titan – kovy, které se jinými metodami obtížně svařují. Další výhodou jsou úhledné švy, zvýšená těsnost. Na nerezové oceli jsou téměř zrcadlové a nevyžadují obrábění. Pohodlí svařování spočívá v nepřítomnosti strusky, protože inertní plyn je zodpovědný za ochranu svarové lázně.
Hlavní nevýhodou argonového svařování je nízká rychlost procesu při ručním provádění. Spotřební materiál pro svařování (wolframové elektrody, doplňování lahví argonem) není levný. Metoda svařování TIG je vhodná pro výrobu nerezových konstrukcí, svařování prasklin v bloku válců a opravy litých kol.
Odpovědi na otázky: co je to svařování argonem a jak správně svařovat argonem?
Jak svařovat vertikální švy argonem?
Skrýt Další podrobnosti
Svařování se provádí podle stejných zásad jako ve spodní poloze. Hlavní věc je sešít šev shora dolů. Snižte proud o 10-20% ve srovnání s podobným spojem ve spodní poloze, aby kov nestékal dolů.
Jak správně naostřit wolframovou elektrodu?
Skrýt Další podrobnosti
Naostřete tyč na rotujícím diamantovém kotouči. Vydrží déle než běžná bruska. Umístěte elektrodu špičkou směrem od vás na konec rotujícího kruhu. Dosáhněte úhlu ostření 20-30 stupňů. Pro svařování při proudech 200-300 A je nutné ostření 60 stupňů. Je vhodnější svařovat tenký kov 1-1.5 mm špičkou jako jehla – úhel ostření je přibližně 10 stupňů.
Co dělat, když svarová lázeň hodně bublá?
Skrýt Další podrobnosti
Upravte přívod argonu do reduktoru. Plynu je buď příliš málo (uhlík uniká z kovu) nebo příliš mnoho.
Jak vařit s argonovým svařováním venku za větrného počasí?
Skrýt Další podrobnosti
Nebudete moci svařovat jako v dílně – vítr odfoukne ochranný plyn a nechá svarovou lázeň otevřenou vnějším vlivům. Chraňte oblast svařování plátem železa. Pokud po ruce není nic vhodného, zablokujte si vítr tím, že se postavíte na stranu, odkud fouká.
Jak svařit otvor o průměru 10 mm na tenkém kovu o průřezu 1.5 mm pomocí argonu?
Skrýt Další podrobnosti
Snižte proud na 20 A. Umístěte výplňový drát na okraj otvoru. Zapalte na drátu oblouk. Dosáhněte jeho roztavení a přenesení na základní kov. Oblouk ihned uhaste, aby se otvor ještě více nespálil. Postupně ze všech stran zpevněte okraje přidáním kovu. Zúžte průměr otvoru. Po úplném zablokování přidejte proud na 45 A a vyrovnejte povrch.
Chci vám říci, jak vyrobit svařování TIG nebo argonovým obloukem z jednoduché svářečky. Zároveň se pochlubte!! Mé předchozí „opusy“ inspirovaly lidi, aby je opakovali. Možná se to teď bude hodit.
Myslím, že někdo jiný udělá totéž.
Vařit s argonem už v zásadě umožňuje běžný invertor! Ale dělat to je extrémně nepohodlné! Nejprve musíte ovládat plyn, otevřít jej a zavřít, pokud je vám to líto. Druhým je udeřit obloukem!! Pokud do součásti „udeříte“ wolframovou elektrodou, rozsvítí se a vše bude svařeno! Ale zároveň trpí, elektroda hoří a utrpí kvalita oblouku. Proto k ní položí kousek grafitu, zapálí a odnesou na místo svařování. Zhášení na konci také není pohodlné, je potřeba přerušit oblouk a hořák s unikajícím plynem ponechat na vyhřívané ploše a nějakou dobu jej chránit před kyslíkem.
Teď mám pár otázek! A sakra, kdo má masky za 40 tisíc rublů. Všechna fóra jsou tichá a nesdílejí informace. YouTube s lekcemi odhalil tajemství!!
Ale vše je v pořádku!! Do měniče jsem dal spínač z 2109 s cívkou.
Toto je přepínač:
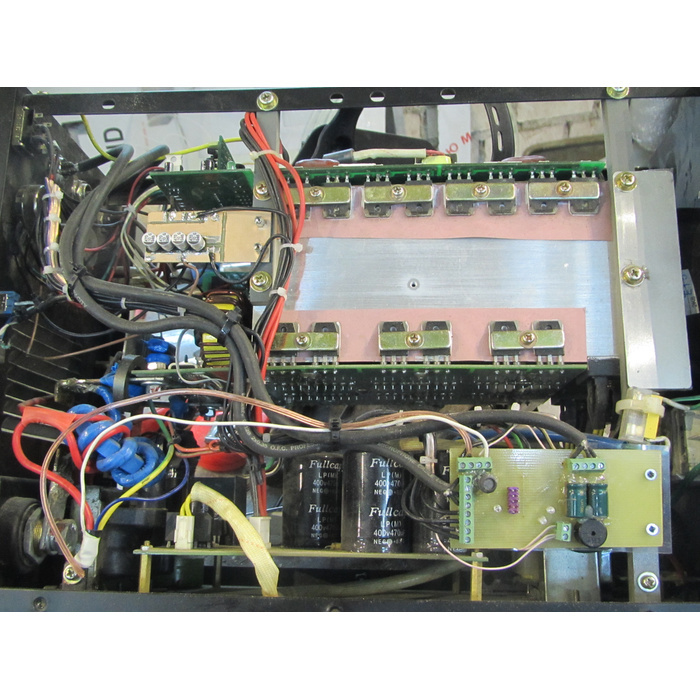
Toto je cívka 2108 vzadu, před ní je vysokonapěťový usměrňovač

Střídavý proud z cívky je usměrněn, proráží vzduchovou mezeru a touto strmou přední částí indukuje EMF v prstenci, kterým prochází proudový výstup z měniče.
V praxi se tomu říká oscilátor a při přivedení elektrody k dílu se ve vzdálenosti 3-5 mm zapálí oblouk, který se rozvine ve svařovací. Vařil jsem s takovými elektrodami mnoho let a byl jsem rád, že je nemusím tlouct o kus kovu.
Zde se toto vše hodilo, jen s tím rozdílem, že oblouk v prostředí inertního plynu se rozsvítí již od 100 milimetrů!! Prostě Tesla!! Ukaž triky.
Do měniče jsem vložil i procesor AVR, který stisknutím tlačítka na hořáku
Spravuje:
plynový ventil, ovládá oscilátor, reguluje proud svářeče plynule zvyšuje a zhasíná a uvádí střídač do nouzového režimu. Z nějakého důvodu má můj proud = 0, když je knoflík v poloze. Přesto je zde proud a oblouk hoří. A tady úplně narušuji generaci PWM. A ovládám i pípák, který mi pípá o různých režimech.
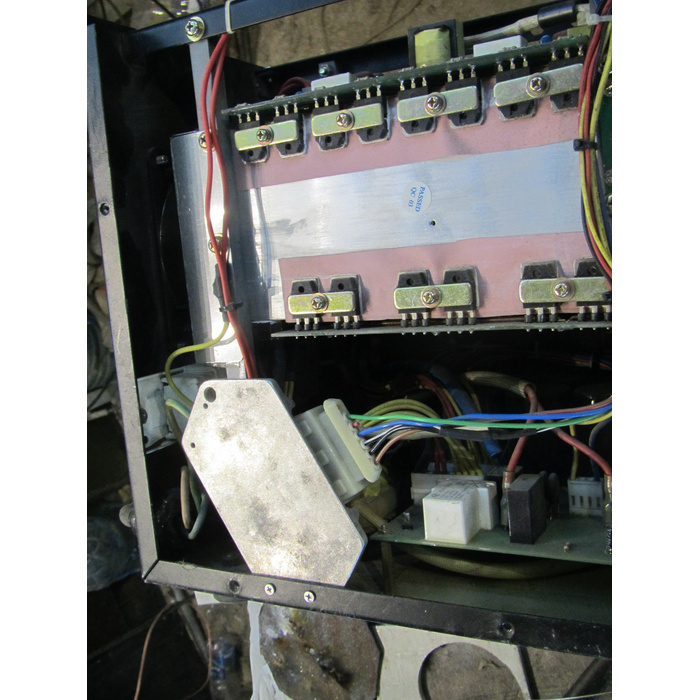
Zde je deska procesoru vpravo dole
A vlevo dole je ten samý kroužek, který indukuje hrozné kilovolty s nulovým proudem na drátech od svářečky!! Proud je tak malý, že jiskry létají přímo do vašeho prstu a vy si toho nevšimnete.
Poté je program proveden procesorem, jak je znázorněno na grafu!! Stiskl jsem tlačítko, plyn se rozjel, pak se proud postupně zvyšoval, pustil jsem, vše končí jako v grafu.
Testovací jízdy odhalily spoustu otázek!! Specialisté mlčí, jako bych se neptal!
Například na kolik sekund? Potřebujete před svařováním uvolnit plyn? Ukázalo se, že když je ventil zavřený a je před hořákem, je v potrubí tlak, a když se otevře, okamžitě je „zilch“ a pak rovnoměrný průtok 10 lmin. Čas byl zkrácen na 0.5 sekundy.
Další je čas na pracovní oblouk. Proč se to sakra ukázalo jako zbytečné, pořád nechápu proč, zatím jsem to z tohoto firmwaru odstranil!! Možná mě někdo, kdo ví, může osvětlit? . Aktuální čas náběhu!! Také jsem to snížil na 0.5 sekundy. Proč žvýkat soplíky?? Je potřeba to uvařit.
Zajímavá hodnota je i doba doznívání proudu, nechal jsem to déle, aby se po dovaření kráter v tomto místě svařil a nepropálil.
A doba, za kterou plyn vyfoukne bez oblouku, závisí na proudu a teplu součásti.
Tady je vlastně problém!! Oblouk zhasne a můj mozek odstraní hořák, maska otevře obraz a vy vidíte rozžhavené části, pamatujete si, že byste ji neměli odstraňovat.
Naprogramoval jsem pípák, aby pípal jinak!! Nejlepší je v tuto dobu krátkodobé čůrání! Myslím, že jsem na to zvyklý. Ale škola s elektrodami mocně sedí v hlavě, oblouk zhasne – konec svařování.
Zdá se, že jsem se do toho dostal, vařím nejrůznější kraviny a jsem šťastný!! Když se mi vybavila myšlenka: “Co sakra, ptám se tlačítka na hořáku, stiskl jsem ho a pojďme vařit, pustit a dovařit.”
Zároveň programově generuji všechna zpoždění.
Teď jsem to udělal jinak!! Zpoždění nyní určuji sám za pochodu.
Stiskl jsem tlačítko – plyn nastartoval, pustil – oblouk se rozsvítí s plynulým nárůstem, vaříte bez držení tlačítka, což je mnohem pohodlnější než jeho držení, stisknu podruhé – proud klesne a svařování se zastaví , po uvolnění tlačítka se přívod plynu zastaví. Nyní foukám plyn, dokud oblast svařování nevychladne. To vše je doprovázeno výškovým reproduktorem Morseovy abecedy, abyste se neztratili v režimech.
Možná ti specialisté, kteří psa v této věci zabili, poradí něco jiného.
Jak spravovat režimy.


Samotný proces svařování je 1000x příjemnější a jednodušší než elektrody!! Tady je čas lenošit! Ale zase je tu katastrofální nedostatek rukou!! Jeden má hořák a druhý má aditivum. Ovládám všechny druhy svorek a svorek. Ne vždy je možné uchopit tenký díl držením rukou bez přísady, zejména koutového svaru. Velmi tenké (vyzkoušeno 0.35) ke svaření, je potřeba mít přísadu takové tloušťky, při nízkém proudu přísada déle nataví součást, výsledkem není krásný velký šev. Také velké kusy železa je potřeba vařit s hustší přísadou, rychle dochází.
Z nějakého důvodu mám potíže svařit tenký koutový svar na tlustý! Pokud je proud dostatečně velký na roztavení tlusté části, pak sebemenší otočení oblouku směrem k tenkému okamžitě způsobí díru. Pokud je malý proud, pak se šev nelepí na tlustý, prostě odvádí všechno teplo a neroztaví se. Vsunutím přísady mezi tenkou část a oblouk – trik je dosažen!! Ale není stabilní a šev je křivý a děsivý! Zkrátka jako u všeho je potřeba se učit. A naučte se teorii!
Zde jsem svařil lednici Damroth z nerezové oceli na měsíční destilaci. Rád vařím z nerezové oceli, teče rovnoměrně ve švu.

Závěr z toho všeho. S určitým úsilím můžete použít střídač za 5 tisíc rublů. vyrobit TIG, který stojí pětkrát více.
K podpoře
1 год vzad
rovnou: nejsem svářeč
Doba proplachování (před svařováním) závisí na parametrech hořáku. argon, helium nebo jejich směs by měly naplnit plynový systém a vytěsnit veškerý kyslík. Pokud vždy používáte jeden hořák a nastavíte jeden tlak na reduktoru a jeden průtok na rotametru, můžete nastavit konstantní dobu proplachování. u průmyslových zařízení se často nastavuje od 0 do 10 s;
zapalovací proud. se nastavuje v závislosti na průměru elektrody a svařovacím proudu. Pro většinu aplikací postačuje rozsah 5-20 A. Méně problematické vzhledem k charakteristikám proudově-napěťové charakteristiky oblouku.
stát na zapalovacím proudu nemá moc smysl, pokud oblouk zapálíte ne na svědka (grafit, měď nebo i železná deska, ze které přenesete oblouk na součást);
aktuální vzestup. hladký je vyžadován, když je velký rozdíl mezi zapalovacím a svařovacím proudem. dva důvody: 1) pokud zapálíte oblouk a okamžitě přepnete na vysoký proud, elektroda může prasknout kvůli nerovnoměrnému náhlému zahřátí; 2) při prudkém nárůstu proudu působí na oblouk tlaková síla, která zvyšuje ekvivalentní odpor oblouku. pokud zdroj nemá dostatečné napětí, může dojít k přerušení oblouku. Pozoroval jsem to při nízkých proudech (méně než tři ampéry). v praxi to lze ignorovat.
Na libovolné proudy do tří set ampér obvykle stačí půlsekundový náběh – zde je lepší podívat se na konkrétní požadavky v technickém průkazu, pokud tam je;
svařování – tady není moc co říct. Můžete přidat pouze pulzní režim, kdy v pauze při nízkém proudu lázeň krystalizuje a hořák se pohybuje a v pulzu vysoký proud zajišťuje průnik. odborné zdroje takový režim mají;
pokles To je opravdu důležitá věc, pokud svařujete kritický spoj. plynulý spád zajišťuje svaření kráteru bez důlků a děr. Čas se volí v závislosti na materiálech a svařovacím proudu. v praxi téměř vždy stačí úprava 0-10 s;
ofukování (ochrana svařovací zóny po svařování). pokud neplánujete vyčistit šev, věnujte několik sekund navíc. pokud vaříte něco konkrétního, je lepší déle foukat, než to předělávat. titan se například dobře vaří v argonu, ale bez foukání snadno reaguje s kyslíkem ve vzduchu a mění se v bílý prášek. Některé věci se dokonce vaří pomocí plynu vháněného ze zadní strany švu. nebo i úplně – v řízeném prostředí, kdy je díl umístěn do evakuovaného prostoru, který se po evakuaci zaplní argonem.
o stisknutí tlačítek. v profesionálním vybavení se tomu říká
režim push-pull – stiskněte tlačítko, profoukněte, oblouk je vybuzen, počkejte několik desítek milisekund, než se oblouk stabilizuje, a začne narůstání. Pustil jsem kliku – začal pokles, oblouk se zlomil, stáli jsme požadovanou dobu v proudu vzduchu.
čtyřtaktní režim – stisk tlačítka – propláchnutí systému, zapalování. čekáme u zapalovacího proudu;
uvolněte tlačítko – proud se začal zvyšovat;
stiskněte znovu – pokles začíná. po přerušení oblouku – foukání. Navíc proudění vzduchu nekončí, dokud tlačítko neuvolníte.
ve skutečnosti je svařování permanentním argonem nejjednodušším a nejsrozumitelnějším typem svařování. vše je vidět. vše se dá celkem snadno ovládat. Charakteristika proudu a napětí a svařovací cyklus jsou jednoduché jako sklenice vodky. cena je navýšena pouze díky doplnění plynového systému a oscilátoru, což vyžaduje zavedení ochran