Pájení mědi doma
Každý, kdo se rozhodne uspořádat domácí dílnu, musí znát vlastnosti měděného pájení. Vědět, co a jak pájet měď na nerezovou ocel doma, je snadné se vyhnout mnoha chybám. Stejně důležité je zjistit, jak pájet měď pomocí páječky s mosazí a jinými materiály.
Všeobecné informace
Než začnete pájet měď, musíte pečlivě prostudovat její techniku. Pokus o okamžité použití páječky nebo jiného zařízení rozhodně nepovede k ničemu dobrému. Odpovědní specialisté musí studovat tematické GOST:
- 17325-79 (základní definice a termíny);
- 17349-79 (klíčové metody a metody);
- 19249-73 (typy spojů získané pájením);
- 859-78 (hlavní třídy mědi);
- 19250-73 (druhy pájecích tavidel);
- 7219-83 (technické parametry domácích páječek).
Pájení mědi se provádí dvěma klíčovými způsoby. Při vysokoteplotní metodě se ohřev provádí až na 900 stupňů. Tento přístup poskytuje velmi dobré výsledky na vysokotlakých potrubích. To se samozřejmě neobejde bez speciálních materiálů – běžná pájka se s tímto úkolem nevyrovná. A v ideálním případě by měl být pro každý konkrétní úkol vybrán jiný typ pájky.
Z inženýrského hlediska je pájení velmi složitý fyzikální a chemický proces, při kterém je dosaženo trvalého spojení. Část součásti se pod vlivem zahřáté látky roztaví a dochází k takovým konkrétním procesům jako:
- smáčení;
- šíření;
- saturace mezer;
- krystalizace.
Jak silný bude spoj, závisí na chemických vazbách, které se objeví mezi kontaktními vrstvami a také mezi jednotlivými částicemi. Výhody pájení jsou:
- schopnost vázat jakoukoli kombinaci kovů;
- schopnost zahájit práci bez ohledu na teplotu, na kterou se výrobky poprvé zahřejí;
- schopnost vázat kovové a nekovové látky;
- dostupnost spojů pro následné odpájení;
- poměrně přesné ovládání geometrie a rozměrů výrobku;
- minimalizace vnitřních pnutí a rizika deformace;
- mechanická pevnost;
- Poměrně vysoká produktivita (zejména pro kapilární pájení).
Měď se snadněji pájí než mnoho jiných kovů. Jeho povrch je bez problémů očištěn od nečistot. Reakce mědi zahřáté na vzduchu s kyslíkem a dalšími kontaktními látkami prakticky chybí. Proto můžete odmítnout různé toky složitého složení. Potrubí se pájejí především „kapilární“ metodou, která komplikuje výběr trubek na základě geometrických parametrů, ale umožňuje dosáhnout mimořádně vysokých výsledků.
Pájení měděných tyčí má důležité vlastnosti. Přesah se v tomto případě musí rovnat minimálně průřezu obrobků. V ideálním případě musíte udělat o 50% více, protože musíte ještě připravit otvory pro šrouby a utáhnout výrobky. Můžete také našroubovat řadu malých spojovacích prvků ve dvou řadách – pak se pevnost dále zvýší. Cínování se provádí pro každý díl zvlášť, aby pájka zaručeně zatekla do mezery.
Nástroje a materiály
V průmyslové praxi se používají různé způsoby spojování měděných dílů. Doma můžete použít běžnou elektrickou páječku. Kromě toho budete potřebovat také následující příslušenství a vybavení:
- tavidlo;
- tvrdá pájka;
- kovový kartáč;
- sada štětců;
- zařízení pro řezání trubek (ruční nebo automatizovaný typ);
- hořák na zemní plyn.
Výkon použitého zařízení je určen tím, jak vysoká je teplota tání spotřebního materiálu. Úlohou tavidla je zabránit tvorbě oxidových filmů na spojovaných plochách. Další jeho funkcí je vylepšené rozložení pájky podél budoucího švu. Nejužitečnější pájkou je cín. Taví při relativně nízké teplotě, což usnadňuje práci. Někdy používají stříbrné složení, ale i přes svou atraktivitu je drahé.
Stříbro se nepoužívá v čisté formě, je smícháno s cínem a/nebo mědí. Měkká pájka se používá pouze v případech, kdy je nutné připojit vodovodní potrubí. V tomto případě platí dvě důležitá omezení: průměr kanálu – až 10 cm a teplota ohřevu dílů – až 130 stupňů. Kategorie měkkých pájek zahrnuje:
- slitiny olova a cínu (toto je nejlepší volba);
- kompozice s malým množstvím cínu;
- kompozice speciálního složení.
Tvrdé pájky se používají k získání nejpevnějšího a nejstabilnějšího švu. Do této skupiny patří slitina mědi a zinku, kombinace mědi a fosforu a samotná čistá měď. Pro co největší stabilitu směsi je vhodné používat vícesložkové směsi. Pokud potřebujete pájet měděné vodiče, budete muset použít grafitovou elektrodu. V této možnosti můžete zcela opustit pájku a tavidlo.
V některých případech se pro pájení mědi používá borax. Dělí se na 2 klíčové typy – A a B. Důležité je, že obě látky nejsou dostatečně chemicky stabilní. Nedoporučuje se je skladovat déle než 6 měsíců. Pro pájení jsou o něco vhodnější vrtáky typu B.
V průmyslovém prostředí a dokonce i v některých vyspělých dílnách je laserové pájení široce používáno. Klenotníci tento přístup často používají, protože je pro ně důležitá přesnost a schopnost pracovat i ve velmi omezených oblastech. Ze stejného důvodu laserové zařízení oceňují i montéři rádií. Ohřev přísně definované oblasti umožňuje eliminovat negativní změny v sousedních částech produktu. Nebudou se ozývat žádné cizí zvuky a nedojde k žádné kontaminaci ošetřovaných oblastí.
Tyče jsou také široce používány pro práci s měděnými trubkami. Stojí za zvážení, že také umožňuje vyhodnotit změnu teploty trubkových výrobků. Jsou dostatečně zahřáté, pokud se tyč začne okamžitě po dotyku tavit. Aby proces šel lépe, je tyč někdy dodatečně zahřívána hořákem. Důležité: dobrého výsledku je dosaženo pouze tehdy, je-li povrch dostatečně čistý.
Jak pájet?
Podívejme se, jak správně pájet pomocí různých možností.
Trubky
Při vytváření potrubí můžete jeho části pájet k sobě i doma. Předčištění je snadné a nevyžaduje agresivní komponenty. Vysokoteplotní pájení probíhá při teplotách od 450 stupňů. Pájkou v této situaci je samotné stříbro nebo měď. Kapilární vysokoteplotní pájení obvykle zahrnuje použití sloučenin BAg nebo BcuP.
K předzměkčení se doporučuje kov žíhat. Přirozené chlazení připravených švů pomáhá předcházet nadměrné ztrátě pevnostních vlastností. Zvýšené proudění vzduchu, zejména ponoření do studené vody, je kontraindikováno. Tvrdé pájení se používá pro trubky o průřezu 1,2-15,9 cm, vysokoteplotní pájení se používá pro plynovody. V instalatérské praxi je silný ohřev důležitý, pokud se provádí monolitické spojování dílů o průměru větším než 2,8 cm, nebo pokud je nutné zajistit cirkulaci kapaliny ohřáté na více než 120 stupňů.
Vysokoteplotní zpracování se používá i při formování topných okruhů. Z již připraveného systému bude možné jednoduše vytvořit pobočku bez demontážních prací. Nízkoteplotní zpracování umožňuje získat švy o šířce 0,7 až 5 cm Vzhledem k nízké pevnosti je takové spojení nevhodné pro spojování plynových potrubí. Absence žíhání vám však umožňuje udržovat pevnost na slušné úrovni a samotný postup je bezpečnější, takže můžete získat švy od 0,6 do 10,8 cm.
Řezání trubek na míru se obvykle provádí ruční řezačkou trubek. Rovnoměrného řezu se dosáhne přidržením obrobku přísně pod úhlem 90 stupňů k přípravku. Připojované díly by neměly obsahovat žádné otřepy nebo otřepy, které by mohly bránit průchodu kapaliny. Před nanesením tavidla bude nutné díly odmastit. Přebytečný tok je nepřijatelný, jakmile je nanesena rovnoměrná vrstva, můžete spojit části potrubí a vzájemně je připájet.
S hliníkem
Ale musíte vědět nejen, jak správně pájet měděné potrubí nebo drát. Je kriticky důležité znát vlastnosti pájení hliníkem – tento postup je také docela běžný. Je to velmi obtížné a existuje velké nebezpečí výrobních vad. Aby se předešlo spoustě problémů, lze provést jen velmi pečlivou práci. Standardní tavidla pro hliník i měď zde nebudou fungovat.
Pouze vyškolený odborník může práci správně zvládnout. K tomu budete určitě potřebovat specializovaný spotřební materiál. V některých případech je obecně nutné použít ocelové spojky (jiné adaptéry jsou neúčinné). Ideální pájkou je podle odborníků (Castolin192FBK) tyč s nízkoteplotním tavidlem. Nízká tekutost umožňuje uzavřít i velké otvory a podobné nedostatky.
Někdy se používá povrchové pájení. Poté je nutné maximalizovat velikost kontaktní plochy mezi díly a pájkou. Na hliníkové straně obrobku je vytvořeno nálevkovité hrdlo, do kterého je vložena trubka nebo měděný drát. Pájka se nalije podél okraje nálevky a nasytí celou objímku: čím hlubší je nálevka, tím lépe.
S nerezovou ocelí
Kombinace mědi a nerezové oceli má také své vlastní vlastnosti. V tomto případě platí ustanovení GOST 17349-79. Nelze očekávat, že postup bude jednoduchý a je důležité použít specializované pájky. Je nemožné odmítnout použití tavidla. Určitě budete muset provést všechny požadované kroky zpracování v plném rozsahu a použít všechny pomocné materiály.
Důležitý je především použitý nástroj. Malé díly lze spojovat i jednoduchou elektrickou páječkou. Častěji se však používají hořáky. Umožňují vám pracovat rychleji tím, že zabraňují oxidaci tavidla. Ale budete muset pečlivě hlídat, aby se povrch nepřehříval.
Jako pájku můžete použít mosaz. V případě potřeby kritických spojů je vhodné použít dražší variantu – kombinaci cínu a stříbra. Někdo používá rádiovou pájku, ale výsledek pak není zaručen. Pájka by měla přirozeně chladnout. Důležité: během práce budete muset zajistit intenzivní větrání.
Komunikace z mědi se používaly dávno předtím, než se ocel a litina začaly používat k výrobě trubek. Díky jednoduchému zpracování, odolnosti vůči korozi a pohodlné instalaci jsou měděné trubky velmi oblíbené jak ve stavebnictví, tak při výrobě strojů a mechanismů. Poté, po zahájení hromadné výroby ocelových výrobků, měď na dlouhou dobu ustoupila do pozadí a teprve před několika desetiletími začala znovu získávat svou dřívější popularitu.

Pro mistra, který se rozhodl věnovat instalatérským pracím, je práce s měděnými trubkami důležitou dovedností, protože zákazníci stále častěji volí tento materiál pro pokládku trubek. Trubky z tohoto kovu jsou poměrně pevné, velmi odolné, mají dobrou chemickou odolnost a navíc měď působí na vodu dezinfekčně, což je pro obyvatelstvo velmi atraktivní. Měděné trubky jsou spojeny pájením pomocí speciálního zařízení. Jaké výhody tento způsob připojení poskytuje? Za prvé, měděné pájení nevyžaduje objemné a drahé vybavení – sadu zařízení pro tuto práci lze nosit v jedné ruce. Za druhé, při pájení nedochází k narušení vnitřní struktury kovu a spojení je velmi pevné a odolné. Třetí výhodou je, že pájení není příliš obtížná práce, kterou se v případě potřeby rychle naučí každý.
Příprava na pájení měděných trubek

- Řezačka trubek pro měděné výrobky. Je vhodné použít nástroj určený speciálně pro práci s neželeznými kovy, protože měď je velmi měkká a obyčejná, nepříliš ostrá řezačka trubek ji jednoduše rozdrtí.
- Odstraňovač zkosení. I když při řezání projevíte maximální jemnost, nejste imunní vůči vzniku záhybů a otřepů. Nástroj na srážení hran pomůže, aby byl řez dokonale rovný, což je velmi důležité pro kvalitní spojení.

Pájecí trubky

Připojení měděných trubek pomocí metody pájení vyžaduje sebevědomé a efektivní provedení, takže pokud nemáte správné dovednosti, je lepší strávit trochu času a procvičovat zbytečné zbytky mědi. Důležitou fází práce je plánování a příprava materiálů. Pomocí značky a měřicích nástrojů pečlivě označte trubky a nařežte je na míru. Materiál lze řezat pouze řezačkou trubek, přičemž se ujistěte, že nože tohoto nástroje jsou umístěny přesně kolmo k trubce. Okraje trubek je nutné očistit od otřepů odstraňovačem úkosů, očistit kartáčem a kartáčem a poté odmastit. Trubka, do které bude připravený prvek pasovat, je opatřena nátrubkem pomocí výstružníku, který se také očistí a odmastí. Délka rozvinuté části trubky se obvykle bere jako rovna jejímu průměru. Hotové prvky by měly být spojeny bez námahy as malou mezerou.
Pořadí pájení je následující:
- Malé množství tavidla se nanese na trubku, která bude uvnitř hrdla, štětcem a rovnoměrně se rozdělí.
- Trubky jsou připojeny a jakékoli přebytečné tavidlo, které se objeví, se odstraní kusem látky.
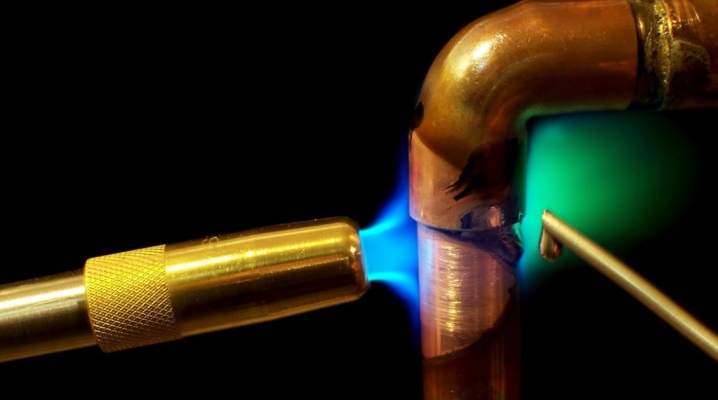
- Pro zahřátí spoje použijte hořák s malým plamenem. Je nutné zahřívat, dokud měď nezíská tmavý odstín, tavidlo se změní na stříbrnou a pájka se začne mírně tavit, pokud se dotkne zahřátého spoje.
- Na zahřátý spoj aplikujeme pájku a dbáme na to, aby nezůstaly žádné mezery – veškerý prostor mezi trubkami by měl být těsně vyplněn.
- Zahřívejte spoj hořákem nebo páječkou, dokud se pájka nedostane na povrch.
Důležitá poznámka: Takový spoj se musí chladit v extrémně nehybném stavu, jinak bude kvalita pájení příliš neuspokojivá a spoj může netěsnit. Po ochlazení je třeba vyčistit oblast pájení od tavidla pomocí hadříku. Když je systém zcela připraven, před uvedením do provozu musí být potrubí propláchnuto horkou vodou, zaměřené na čištění komunikací od pájecích produktů a jiných nečistot.
Bezpečnostní opatření
Kromě používání osobních ochranných prostředků musíte dodržovat celou řadu bezpečnostních opatření:
- Práce se provádějí v místnosti s dobrým větráním nebo s otevřenými okny;
- S měděnými částmi kratšími než 30 cm zacházejte opatrně a používejte rukavice. To je způsobeno vysokou tepelnou vodivostí mědi.
- Pokud se tavidlo dostane na vaši pokožku nebo oči, okamžitě je omyjte velkým množstvím vody.
- Pokud jste dodrželi postup prací, můžete si být jisti, že připojení bylo provedeno efektivně a systém perfektně „drží“ vodu.