Pájení měděných trubek: analýza krok za krokem s praktickými příklady
V první části jsem mluvil o nezbytných věcech, abych mohl začít pájet měď. Momentálně je na mém blogu, jehož kontakty jsou v mém profilu a najdete ho tam, ale na některá místa ho přidám a brzy přesunu sem. Tady se mi líbí víc.
Ale ve druhé části jsem chtěl popsat proces samotného pájení. Chtěl jsem – popisuji to. Samotný článek byl napsán už docela dávno, ale k finálnímu layoutu jsme se dostali až teď. Netvrdím, že jsem ultimátní autoritou na pájení měděných trubek, ale některé zkušenosti jak z hydraulických zkoušek spojů, které jsem pájel, tak z fungujících rozvodů vody, jak se zdá, naznačují, že dělám vše správně ;). Neváhejte a čtěte a diskutujte pod střihem.
Takže před zahájením procesu pájení připravme pracoviště a sebe na práci. K tomu potřebujete toto:
– aby bylo místo osvětleno trochu nižší než dobrý: je to nutné, abyste viděli proces pájení a viděli, kdy se v plameni hořáku objeví zelená barva;
– při práci musíte nosit rukavice – popáleniny jsou velmi snadné;
— v blízkosti by neměly být žádné hořlavé materiály;
– nádoba s vodou poblíž – je lepší ji mít;
– kleště, kleště, svěráky – jedno je určitě potřeba, protože. v některých bodech lze pájení provést pouze přidržením dílů nástrojem;
— na pracovišti by neměl být průvan;
– měl by tam být hadr (bavlněné hadry) na setření zbytků tavidla a někdy k rychlému ochlazení pájeného spoje (t.j. namočit hadr a přiložit na spoj).
Samotný proces přípravy a pájení:
1. Vezměte trubku, označte místo řezu;
2. Umístěte řezačku trubek na trubku v místě řezu tak, aby čepel nože procházela zamýšleným místem. Ještě jednou věnujte pozornost konstrukci řezačky trubek: skládá se ze dvou válečků, na které je trubka položena, az kulatého tvrdokovového nože, který vlastně provádí řezání;

3. Abyste mohli řezat, musíte otáčet řezačkou trubek kolem osy trubky a čas od času lehce otočit rukojetí řezačky trubek. Při své práci se řídím následujícím pravidlem: sedm otáček řezačky trubek kolem trubky, poté ji otočte podél osy přibližně o 45 stupňů (tj. asi o 1/4 otáčky), poté znovu sedm otáček kolem trubky atd. dokud nebude trubka odříznuta. Někomu se to asi bude zdát dlouhé, ale podle mě takto potrubí méně mění geometrii, protože když to zkroutíš moc, tak se nám může změnit průřez trubky z kulatého na oválný, což vůbec nepotřebujeme (za celou svou praxi jsem se s tím nikdy nesetkal, i když jsem experimentoval hodně drsně, ale teoreticky nebo při práci s měkkou měděnou trubkou je to docela možné).
Při práci s měděnou trubkou o průměru nad 20 mm je tu ještě jedna malá jemnost: při řezání je nutné, aby se čepel řezačky trubek pohybovala dozadu, jinak existuje možnost, že se čepel mírně posune do strany a budete místo řezání začněte řezat spirálu. V zásadě to lze jen zřídka zachytit na měděné trubce 22, ale na 28 musí být toto pravidlo přísně dodržováno, protože tam je velmi snadné zkazit oblast řezu spirálou;
4. Trubku odřízneme – odstraníme otřepy. V libovolném pořadí: chcete-li, nejprve odstraňte z vnitřního povrchu a poté z vnějšího nebo naopak. Po odjehlování má trubka zkosení na vnitřní i vnější straně, takže odjehlování je v podstatě proces srážení hran;
Neodstraněné otřepy (pohled zevnitř)

Neodstraněné otřepy (pohled zvenku)

Odstraněné otřepy (pohled zevnitř)

Odstraněné otřepy (vnější pohled)

5. Vyčistěte trubku a tvarovku pomocí odstraňovače/kartáče do lesku. To je zvláště jasně viditelné na potrubí;

Vyčištěná oblast je jasně viditelná
6. Naneste pájecí pastu/tavidlo. Aplikuji jej výhradně na vnější povrch trubky tak, aby rovnoměrně pokryl celý povrch. Někdo to aplikuje i na vnitřní povrch tvarovky – podle mě je to zbytečné, protože. i když jsou aplikovány pouze na vnější povrch trubky, jsou již vytlačeny z mezery a zkušenosti s rozpojováním spojů po aplikaci tavidla ukazují, že je ho dost na dva díly. V místech velmi kritického pájení v místech, kde není možnost vzájemného otáčení dílů, nanáším pastu jak na vnější povrch trubky/tvarovky, tak na vnitřní.
Abychom to shrnuli: pokud chcete aplikovat tavidlo/pastu sem i tam, udělejte to prosím, nezhorší to;

7. Spojujeme díly dohromady a zde je malý trik: aby se tavidlo/pasta rovnoměrně rozložilo v místě pájení, posuneme díly, které mají být spojeny, vůči sobě navzájem;
8. Přebytečnou pastu odstraňte hadříkem (podívejte se na fotografii, jak vypadají), protože. Trubku není potřeba leptat jinde než ve spoji. V tomto okamžiku je spojení připraveno k zahájení pájení;

Přebytečná pasta po vložení tvarovky
9. Vezměte pájku a ohněte ji přibližně na průměr trubky. Charakteristikou pájení je, že zatímco se spoj zahřívá a pájka se roztaví, dochází ke kapilárnímu efektu, a proto mezera vtáhne pájku do sebe. Pokud tedy nebudete sledovat, kolik pájky dodáváte do mezery, bude docela možné vidět na vnitřní straně tvarovky docela slušné množství pájky. Z praxe (nejen mé) vyplývá, že mezera stačí přesně na takové množství pájky, které se rovná průměru pájené trubky. Tito. přiložte tyč na trubku a ohněte ji podél průměru tak, abyste během procesu pájení podél ohybu mohli určit, o kolik více pájky bude potřeba dodat.
Podotýkám, že můj průměr pájecího drátu je 2 mm a jsou tam ještě 3 (možná jsou větší průměry). Pokud máte pájku o průměru 3 mm, pak jí budete potřebovat méně a s tím budete muset počítat při ohýbání tyče;

Změřte pájku (přibližně)
10. Zapalte hořák a nastavte plamen. Do hořáku musí být přiváděno maximální množství vzduchu, tzn. plamen by neměl být pomalý jako svíčka, měkký a oranžový, ale měl by být ostrý a modrý;
11. Nainstalujeme naši přípojku tak, aby na ni mohl volně směřovat plamen hořáku, a začneme zahřívat pájenou oblast. Nahřívat můžete libovolně, ale většinou se snažím ohřát celý spoj rovnoměrně, tzn. Plamen nasměruji do oblasti pájení z různých stran.
Nyní otázka zní: jak dlouho musíte držet hořák, aby byl spoj připraven k pájení? Sám jsem si stanovil následující bod: při dosažení optimální teploty pájených dílů začne plamen hořáku mírně zelenat. Zřejmě je to způsobeno reakcí zahřáté mědi s kyslíkem. Jakmile plamen získá nazelenalý odstín, je to, spoj je připraven k pájení.

Nazelenalý nádech plamene (foto pořízeno ve tmě, aby bylo lépe vidět)
12. Posuňte hořák na stranu a přiveďte pájecí tyč na místo pájení. DŮLEŽITÉ: Pájka se musí přesně roztavit při kontaktu se zahřátou trubkou/tvarovkou a ne při vniknutí do plamene hořáku. V opačném případě se můžete dostat do situace, kdy spoj ještě není zahřátý, ale pájka se již roztavila a obarvila celou mezeru na vnější straně. V důsledku toho může navenek vše dopadnout velmi dobře, ale samotný spoj bude netěsný buď okamžitě, nebo během krátké doby po dodání vody. To je důvod, proč musíte před zahájením vkládání pájky vyjmout hořák, protože to ukazuje toto: pájecí lišta se neroztaví, což znamená, že ji odstraníme a znovu zahřejeme spojení, pokud se roztaví, pak pájeme. Jakmile pájka dosáhne našeho ohybu, odstraníme ji a spoj necháme vychladnout.
Tuhne v závislosti na průměru trubky a tvarovek a celkové ploše: čím menší průměr, tím rychleji tuhne, a čím větší jsou konce trubek, tím rychleji se celé pájení ochlazuje. Všechno je fyzické: pokud jsou armatury velké, pak je hmotnost kovu větší, což znamená, že chlazení bude trvat déle, pokud je oblast výměny tepla velká, ochladí se rychleji.
A ještě jedna věc: během procesu pájení tavidlo vydává plyny, které vypadají jako kouř, toho byste se neměli bát, to je normální.

Pájený spoj se zbytky tavidla (malé hnědé skvrny na pájené ploše)
13. Počkáme na úplné vychladnutí spoje, načež produkty tavidla/pasty smyjeme štětcem/hadrem, aby dále neleptaly kov v místě pájení.
Toto je proces pájení, který mi vyhovuje. Možná to někdo dělá jinak, já osobně dělám vše tak, jak jsem popsal. Výsledkem je takový pájený spoj.

Ps: Ve skutečnosti mi zabralo mnohem více času, než jsem popsal samotný proces. Všechny body, které jsem zmínil výše, lze snadno splnit za pět až sedm minut, po kterých získáte krásné a spolehlivé spojení.
Ps1: Mám přidat více fotek a zvýšit jejich čitelnost?

Měď označuje kovy, které lze snadno pájet. Je to dáno tím, že kovový povrch lze poměrně snadno očistit od nečistot a oxidů bez použití zvlášť agresivních látek (měď je mírně korozivní kov). Existuje řada nízkotavitelných kovů a jejich slitin (v našem případě cínu), které mají dobrou přilnavost k mědi. Měď při zahřívání na vzduchu během tavení nevstupuje do prudkých reakcí s okolními látkami a kyslíkem, což nevyžaduje složité nebo drahé tavidla. To vše usnadňuje provádění jakéhokoli typu pájení.
na pájení měděných trubek využívá se kapilárního efektu. Jedná se o proces interakce mezi molekulami nebo atomy kapaliny a pevné látky na rozhraní mezi dvěma médii, což vede k efektu smáčení povrchu. Smáčení je jev, při kterém jsou přitažlivé síly mezi molekulami roztavené pájky a molekulami obecného kovu větší než vnitřní přitažlivé síly mezi molekulami pájky (kapalina se „lepí“ na povrch)
Klasifikace výrobků z mědi
Měděné trubky v Evropě jsou převážně metrické 6, 8, 10, 12, 15, 22, 28, 42 a 48 mm, lze je také nalézt ve větších průměrech, ale mohou být i palcové:
| palců | mm |
| 1/4 | 6,35 x 0,8 |
| 3/8 | 9,52 x 0,8 |
| 1/2 | 12,7 x 0,8 |
| 5/8 | 15,9 x 0,8 |
| 3/4 | 19,1 x 0,8-0,9 |
Značení mědi v ruských značkách: písmeno „M“ se používá k označení mědi. Dále jsou čísla ukazující stupeň čistoty v % (00 – vysoce čistý, 0 – čistý, 1, 2, 3 – technicky čistý). Posledním prvkem značení je písmeno označující způsob výroby mědi: (k – katoda, y – katoda přetavená, b – bezkyslíkatá, p – dezoxidovaná, f – dezoxidovaná fosforem).
| Třída mědi | M00 | M0 | M1 | M2 | M3 |
| Čistota | 99,99 | 99,95 | 99,90 | 99,70 | 99,50 |
Měď jakosti M1p, M2p a M3p s celkovým obsahem nečistot shodným s mědí jakostí M, M2 a M3 se od nich liší tím, že jsou dokonaleji dezoxidované a obsah kyslíku v nich je snížen z 0,05 – 0,08 % na 0,01 %. Proto navíc obsahují od 0,002 % do 0,012 % fosforu. Třída mědi M1f se od M1r liší ještě větším množstvím fosforu od 0.012 % do 0,04 %, pro větší dezoxidaci a tedy úplnou absenci kyslíku.
CHEMICKÉ SLOŽENÍ MĚDI PODLE GOST 859 (%)
| Označit měď | Cu+Ag (%) | Nečistoty, ne více (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| M1f | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | – | 0,04 |
| M1r | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| M1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | – |
| M2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | – | 0,07 | – |
| M3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | – | 0,08 | – |
Použití různých tříd mědi v instalatérských výrobcích je stanoveno GOST 52318 a v Evropě – EN 1057.
Ve stavebních výrobcích: GOST 495-92, v Evropě – EN 1172.
Vodní dýmky obvykle obsahují 99,90 mědi a jsou vynikající pro účely domácího vaření piva.
Potřebné nástroje a materiály pro pájení mědi
1. Řezák trubek




Používá se pro řezání trubek na délku, v prodeji je mnoho různých typů řezaček trubek, ale princip fungování je u všech stejný.
Trubka se upne mezi válečky a čepel a začneme se otáčet kolem trubky, přičemž po každé otáčkě řezačky trubek utáhneme napínací šroub o 1/3 otáčky. Po pěti nebo šesti otáčkách se trubka uřízne.
2. Plynový hořák


Používá se pro nízkoteplotní pájení mědi (Nízkoteplotní pájení je pájení při teplotách nižších než 450°C) cínovou pájkou.
Na trhu existuje mnoho různých provedení hořáků, ale ne všechny jsou vhodné pro pájení. Pečlivě si přečtěte návod k hořáku, většinou tam píšou, k čemu je určen a hořák tam, kde návod začíná slovy „zapalte gril“ neberte! Nejdůležitější pro vás je vybrat si hořák s úzce nasměrovaným plamenem.
Takový hořák dokáže zahřát potrubí během několika sekund a plynová plechovka bude stačit na několik stovek spojů.
Válec hořáku je naplněn směsí propan-butan a čím vyšší je procento butanu k propanu, tím vyšší bude teplota plamene.
3. Kovová vlna




Používá se pro mechanické odizolování mědi.
Stačí zalisovat konec trubky kovovou vlnou a provést několik rotačních pohybů s trubkou.
Také byste měli vyčistit armaturu, ale zevnitř.
Můžete také použít speciální kartáče na tvarovky, ale v žádném případě Nepoužívejte pilník ani hrubý brusný papír!
Nyní co je potřeba pro samotné pájení:
1. Především je to pájka (cín)

Pájka se prodává ve svitcích a skládá se z cínového drátu o průměru 3 mm.
V zásadě stačí při výběru jen najít nápis LEAD FREEnebo v angličtině BEZOLOVNATÉ.
Tuto pájku lze použít ve vodních dýmkách a samozřejmě i v měsíčním svitu. jeho složení je S-Sn97Ag5 (L-SnAg5) (složení Sn 97% Ag 5%),
2. Tavidlo

Velmi důležitá věc při pájení!
Pro kvalitní spojení kovů při pájení se musí pájka působením kapilárních sil rozprostřít a „smáčet“ základní kov. K dobrému smáčení dochází pouze na zcela čistém, nezoxidovaném povrchu. A samotný šev je pevný, když je pájení chráněno před atmosférickým kyslíkem. Pro zvýšení adheze pájky a získání vysoce kvalitního pájení je proto nutné povrchy spojů mechanicky očistit a použít tavidla.
V zásadě při výběru tavidla nezáleží na tom, zda jsou určeny pro pájení s olovem nebo bez něj, všechny jsou zaměnitelné, ale tavidla pro pájení, například nerezová ocel, nejsou absolutně vhodná.
Můžete použít jednoduchou kalafunu, i když mohou být problémy s aplikací.
Pájení mědi

Na mechanicky očištěnou trubku je třeba nanést tenkou vrstvu tavidla.

Poté nasaďte i mechanicky očištěnou armaturu.

Zahřívejte plynovým hořákem, dokud měď pod hořákem nezačne měnit barvu a můžete přidat pájku

Pájka se okamžitě roztaví a díky kapilárnímu efektu okamžitě pronikne do drážky tvarovky
Několik konkrétních nuancí:
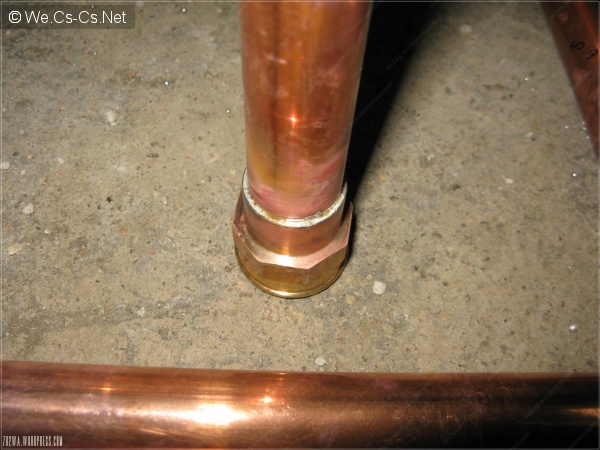
1. Jak připájet kohoutek

Celá sestava se skládá z kohoutu, přítlačné matice a přítlačného kroužku.

Naneste trochu tavidla na vnitřní stranu prstenu.

Zahřejte se po dobu 10 sekund a rychle se dotkněte pájky pájené oblasti.

Až vychladne, můžete ho otočit.
A samozřejmě, co musíte udělat, abyste vyrobili ledničku na měsíční svit?

Tvarovky mají z vnitřní strany prolisovaný okraj, aby neprostrčila trubka, je třeba vzít kulatý hrubý pilník a odříznout, poté lze tvarovku na trubku navléknout.

Zbývá jen sestavit uzel.
Bezpečnostní opatření
- Nejprve si musíte pamatovat, že měď silně vede teplo a neměli byste pájet součástky kratší než 30 cm pouhým držením v rukou, to může způsobit popáleniny!
- Při pájení se měď velmi zahřívá a získává velmi nepříjemné vlastnosti a při dotyku způsobuje velmi těžké popáleniny ve zlomku sekundy!
Mnozí mohou například zvednout uhlí z ohně a házet ho z ruky do ruky, aniž by si ublížili, ale s mědí takový trik nebude fungovat, spálení je zaručeno! - Při pájení může dojít k odkapávání tavidla na nechráněné části těla, ihned opláchněte vodou, jinak může dojít k chemickému popálení!
- Při práci byste neměli nosit syntetické oblečení, nezapomeňte, že pracujete s ohněm, horkým kovem a tavidlem obsahujícím kyselinu!
Syntetika má tendenci se snadno vznítit a tavit! - Nedávejte si tavidlo do očí, nosních dírek, úst, uší nebo genitálií!
- Při pájení otevřete okno, nevdechujte velké množství kouře ze spáleného Tavidla!
27. června 11. 28. prosince 24 114 tis