K čemu se používá automatické čištění drátu?
1. Hlavní oblasti použití zpracování kabelových svazků
Automobilový průmysl: Každá elektrická součástka v automobilu musí být připojena pomocí kabelového svazku, například řízení motoru, osvětlení, klimatizace atd. Proto je zpracování kabelových svazků důležitým spojením v automobilovém průmyslu.
Průmysl elektronických zařízení: Propojení mezi různými proužky v elektronických zařízeních musí být také zajištěno pomocí kabelových svazků, jako jsou mobilní telefony, počítače atd.
Letecký a kosmický průmysl: V leteckém a kosmickém průmyslu je kabelový svazek důležitou metodou propojení elektrických zařízení a bezpečnostní požadavky jsou extrémně vysoké, takže kvalita procesu a zpracování kabelového svazku je také extrémně vysoká.
Průmyslová automatizace: V oblasti průmyslové automatizace je propojení kabelových svazků důležitou součástí různých mechanických systémů a řídicích systémů, jako jsou roboti, výrobní linky atd.
Průmysl domácích spotřebičů: řízení motorů, připojení napájení atd. Domácí spotřebiče vyžadují zpracování kabelových svazků. 
2. Důležitost zpracování kabelových svazků v moderní výrobě
V moderní výrobě jsou kabelové svazky klíčem, který propojuje můstky mezi elektronickými součástkami, moduly a systémy. Ať už se jedná o automobily, letecký průmysl, komunikační zařízení nebo elektronická zařízení, pro zajištění normálního provozu zařízení jsou nezbytná přesná a správná připojení kabelových svazků. Jakékoli chyby nebo selhání v připojení kabelového svazku mohou paralyzovat celý systém. Proto kvalita a přesnost zpracování kabelových svazků přímo souvisí s efektivitou výroby a kvalitou produktů moderního výrobního průmyslu.
Se zlepšením úrovně automatizace výroby hraje efektivita a přesnost zpracování kabelových svazků zásadní roli ve zvyšování efektivity výroby. Automatizace a inteligentní technologie ve zpracování kabelových svazků, jako jsou automatizační zařízení, inteligentní detekční systémy atd., mohou výrazně zlepšit efektivitu výroby a snížit chyby a náklady na manuální provoz. Zároveň může efektivní proces zpracování kabelových svazků zkrátit výrobní cyklus a urychlit uvádění produktů na trh, aby vyhověl rychle se měnícím potřebám trhu.
U mnoha produktů, zejména těch, které souvisejí s bezpečností života nebo důležitými funkcemi, jako jsou automobily a zdravotnické prostředky, je bezpečnost kabelového svazku kritická. Jakýkoli zkrat, přerušení obvodu nebo špatný kontakt kabelového svazku může vést k vážným následkům. Proto je vysoce kvalitní zpracování kabelového svazku důležitým článkem pro zajištění bezpečnosti produktu. Ve výrobním procesu jsou klíčovými kroky k zajištění bezpečnosti produktu přísná kontrola kvality, výběr materiálů a testovací procesy.
V tvrdé tržní konkurenci jsou kvalita a výkon produktů důležitými faktory pro vítězství na trhu. Vysoce kvalitní a vysoce kvalitní zpracování kabelových svazků může zlepšit celkový výkon produktu a odlišit ho od podobných produktů. Kromě toho lze díky neustálé optimalizaci a inovacím ve zpracování kabelových svazků dosáhnout individuálních úprav a diferencované konkurenceschopnosti produktů, čímž se zvýší konkurenceschopnost na trhu s produkty.
Význam zpracování kabelových svazků v moderní výrobě je samozřejmý. S neustálým rozvojem technologií a neustálým zlepšováním poptávky na trhu se postavení a role zpracování kabelových svazků stávají stále významnějšími. Proto má zvládnutí základních znalostí o zpracování kabelových svazků a zlepšení technické úrovně a efektivity výroby v této oblasti velký význam pro rozvoj moderní výroby.
3. Scénáře použití automatického čištění drátu
(1) Stroj na odizolování jednožilových kabelů: Zaměření na přesné zpracování kabelů s tenkým průměrem
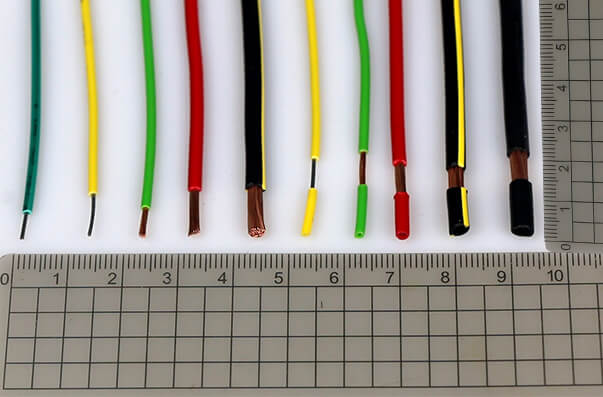
Objekty pro úpravu jádra: jednožilové izolované kabely o průměru 0,1 mm–2 mm, jako například vnitřní propojovací vodiče elektronických zařízení, senzory, smaltované vodiče atd.
Technické vlastnosti: Používejte mikronástroje (například keramické čepele), abyste zabránili poškození tenkých drátů (průměr měděného drátu je často menší než 0,05 mm);
Přesnost délky odizolování lze regulovat na ±0,05 mm, což splňuje požadavky na miniaturní montáž elektronických součástek;
Podpora režimů „polovičního odizolování“ (odstranění pouze části izolační vrstvy) a „úplného odizolování“, vhodné pro svařování desek plošných spojů, zasouvání terminálových modulů a další scénáře.
Typické aplikace:
Spotřební elektronika: jemné interní zpracování kabelů mobilních telefonů a sluchátek;
Elektronické součástky: demontáž rezistorů a kondenzátorů;
Přesné přístroje: Předúprava testovacích vodičů pro multimetry a osciloskopy.
(2) Vícežilová kabelová páska
Objekty pro adaptaci jádra: vícevláknové kroucené kabely o průměru 2 mm–50 mm, jako jsou napájecí kabely, komunikační kabely (síťové kabely, koaxiální kabely), automobilové kabelové svazky atd.
Technické vlastnosti:
Je vybaven mechanismem napájení s vysokým výkonem, který dokáže pohánět kabely s velkým průměrem a stabilně dodávat energii.
Podpora “Vrstveného odizolování vodičů”: nejprve položte vnější plášť a poté odizolujte izolační vrstvu každého vnitřního jádra zvlášť (například 8 jádrových vodičů síťového kabelu se zpracovává současně);
Integrované zařízení pro třídění odpadu pro třídění a sběr pláště a izolace jádrových vodičů pro snadnou recyklaci.
Typické aplikace:
Elektroenergetika: odpojení koncovek kabelů nízkého napětí (0,4 kV);
Komunikační průmysl: vnější plášť s optickými kabely a celá divize síťových kabelů;
Automobilový průmysl: centralizované zpracování vícežilových kabelových svazků v motorovém prostoru automobilů.
(3) Speciální čištění kabelů: pro splnění individuálních potřeb speciálních materiálů a konstrukcí
Objekty pro úpravu jádra: kabely se speciálními izolačními materiály nebo složitými strukturami, jako jsou vysokoteplotní vodiče (odolné teplotám nad 200 ℃), stíněné vodiče (včetně kovových vrstev), koaxiální kabely (včetně stínící hliníkové fólie), silikonové vodiče, teflonové vodiče atd.
Technické vlastnosti:
Nástroj má silnou přizpůsobivost: nástroje z wolframové oceli se používají pro vysokoteplotní materiály (jako je polyimid) a pro měkké materiály (jako je silikon) se používá řezání tupými čepelemi, aby se zabránilo přilnavosti;
Integrované pomocné funkce zpracování: jako je integrace „odstranění pláště + odříznutí stínící vrstvy“ stíněného kabelu a postupný postup „odstranění vnější vrstvy + odstranění izolační vrstvy + odkrytí jádra“ koaxiálního kabelu;
Vybaven adaptivním napínacím systémem, který zabraňuje natahování a deformaci elastických materiálů (například silikonových drátů) během odstraňování.
(4) Typické aplikace:
Průmyslová zařízení: Demontáž senzorů (například kabelů pro měření teploty pece) ve vysokoteplotním prostředí;
Vojenský a letecký průmysl: zpracování speciálních kabelů odolných vůči záření a stárnutí;
Zdravotnické vybavení: Odstranění silikonových připojovacích kabelů monitoru (musí splňovat požadavek na beze zbytků nečistot).
Hlavní rozdíl mezi těmito třemi typy zařízení spočívá v jejich přizpůsobení specifikacím kabelů a vlastnostem materiálů: odizolovací stroje pro jednožilové vodiče se zaměřují na „přesnost“, řezací stroje pro vícežilové kabely na „dávku a pevnost“ a speciální kabelové stroje se zaměřují na „kompatibilitu ve speciálních scénářích“ a pokrývají všechny oblasti od mikronových vodičů až po velké průmyslové kabely.
4. Základní komponenty a pracovní postup automatického čištění drátů
1. Klíčové hardwarové komponenty
Mechanismus podávání drátu: přesné ovládání délky podávání kabelu
Drátěný nástroj: Materiál čepele (např. wolframová ocel, keramika) a provedení úhlu řezu
Systém nastavení napětí: zabraňuje natahování a deformaci kabelu
Zařízení pro sběr odpadu: zlepšuje čistotu životního prostředí
2. Standardizovaný pracovní postup
Podávání a upevnění kabelů
Nastavení parametrů (délka odebírání, hloubka odebírání)
Umístění nástroje a provedení řezání
Separace izolací a zpracování odpadu
Sběr hotových výrobků a kontrola kvality
5. Technické výhody automatického čištění drátu
(1) Zvýšená efektivita: skok od „manuálního rytmu“ k „rychlosti stroje“
Kvantitativní srovnání: Ruční čištění drátů je omezeno fyzickou silou a dovedností a denní výrobní kapacita jedné osoby je přibližně 500–2000 drátů (v závislosti na průměru drátu); Automatické čištění drátů může dosáhnout denní výrobní kapacity 5000–20000 5 drátů při nepřetržitém provozu a účinnost se zvýší 10–XNUMXkrát.
Přizpůsobivost pouzdra: Podporuje kontinuální načítání a paralelní zpracování na více stanicích (například odpojení více kabelů současně), což je obzvláště vhodné pro „rozsáhlé, standardizované“ výrobní scénáře, jako jsou automobilové kabelové svazky a elektronické zpracování.
Využití času: není potřeba ruční odpočinek, může spolupracovat s výrobní linkou k dosažení 24hodinového nepřetržitého provozu, stačí pouze pravidelné doplňování surovin a údržba, což výrazně zlepšuje míru využití zařízení.
(2) Přesné řízení: průlom od chyby na milimetrové úrovni k přesnosti na mikronové úrovni
Základní parametry: Chyba délky odebírání může být stabilně regulována v rozmezí ±0,1 mm a některé špičkové CNC modely mohou dosáhnout dokonce ±0,05 mm, což je mnohem více než rozsah chyb ±1-3 mm při ruční práci.
Záruka konzistence: Prostřednictvím předprogramovaných parametrů (délka odebírání, hloubka odebírání, řezná síla) je zajištěno, že efekt zpracování každého kabelu je naprosto konzistentní, což může zabránit kolísání kvality způsobenému únavou a rozdíly v zkušenostech při ruční práci.
Sofistikované přizpůsobení procesu: Podporuje jemné operace, jako je „segmentové odizolování“ (například různé délky řezu na obou koncích kabelu) a „poloviční odizolování“ (odstranění pouze části izolační vrstvy a zachování střední části připojení), pro splnění vysokých požadavků na opakování při svařování elektronických součástek, krimpování svorek atd.
(3) Ochrana materiálu: Přechod z „rozsáhlého čištění“ na „nedestruktivní ošetření“
Prevence poškození jádra: Ruční odizolování často způsobuje zlomení jádra, poškrábání nebo oxidaci měděného jádra (zejména u tenkých jader pod 0,1 mm) v důsledku nerovnoměrného tlaku nástroje. Automatický odizolovač používá adaptivní systém napínání a konstrukci s tupým ostřím, aby se zajistilo, že jádro nebude namáháno a poškozeno při vybíjení izolační vrstvy.
Celistvost izolační vrstvy: Zabraňte zbytkové, rozbité nebo deformované izolační vrstvě způsobené ručním trháním, zejména u obtížných materiálů, jako je teflon a silikon, čímž lze dosáhnout efektu „hladkého řezu a bez otřepů“.
Speciální úprava materiálu. U snadno poškozovatelných materiálů, jako jsou vysokoteplotní dráty a stíněné dráty, se během procesu odizolování používají speciální nástroje (jako jsou keramické nože, nože z vysokoteplotních slitin) a technologie ultrazvukového čištění, které zničí původní vlastnosti materiálu (jako je teplotní odolnost a stínící účinek).
(4) Optimalizace nákladů: Transformace z „krátkodobé práce“ na „dlouhodobé snižování nákladů“
Úspora nákladů na práci: Jeden automatický stroj na čištění drátů dokáže nahradit 3–5 pracovníků. Při průměrném měsíčním platu 5000 10 juanů na osobu se investice do zařízení (přibližně 000 100–000 6 juanů, v závislosti na modelu) může vrátit během 18–XNUMX měsíců a dlouhodobé náklady jsou mnohem nižší než náklady na práci.
Snížené ztráty materiálu. Vysoká chybovost při ručním provozu často vede k plýtvání kabely (například příliš krátký řez drátu, nutnost řezání a přelakování). Přesné ovládání automatického řezání drátu může snížit ztráty materiálu z 5 % na 10 % na méně než 1 %, zejména u kabelů z drahých kovů (jako je stříbrný drát a optická vlákna). Úsporný efekt je výraznější.
Snížené náklady na správu: Není třeba investovat dodatečnou energii do manuálního školení, plánování, rizik úrazů souvisejících s prací atd. Zařízení umožňuje vzdálené monitorování a varování před poruchami prostřednictvím digitálního systému, což snižuje složitost správy.
Č. 1008 Blok B Město Shenglong, č. 106 Silnice Hanghai, Město Zhengzhou, provincie Che-nan, Čína.
Elektroerozivní obrábění drátem (EDM) se stává klíčovým nástrojem pro přesné obrábění, který poskytuje bezkonkurenční přesnost a sofistikované konstrukční možnosti.
Tento článek pojednává o mechanice a hlavních komponentách drátové EDM, porovnává její výhody a omezení a poskytuje srovnání s konvenční drátovou EDM.
Tento článek s informacemi o odvětvích, která z něj těží, a doporučeními pro rozhodování o konkrétních projektech slouží jako nezbytný zdroj pro ty, kteří zkoumají možnosti přesného obrábění.
Úvod do elektroerozivního obrábění drátem (EDM)
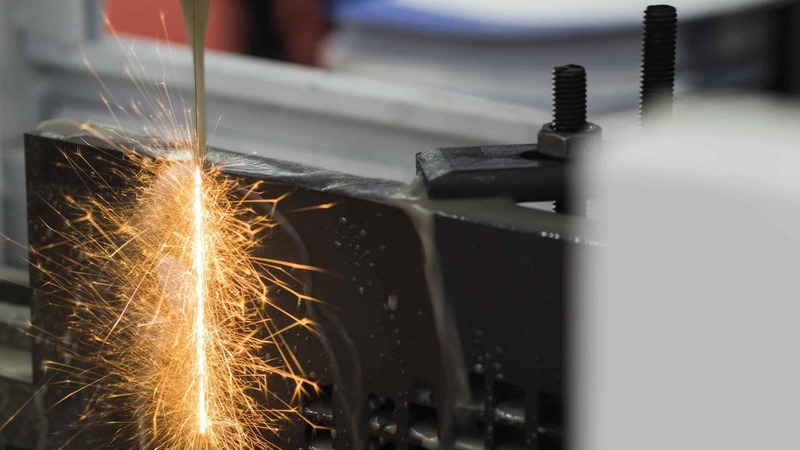
Drátová EDM, stejně jako jiné metody elektroerozivního obrábění, používá elektricky nabitý drát ponořený v dielektrické kapalině k přesnému řezání a tvarování vodivých materiálů. Na rozdíl od metod, které používají tvarovanou elektrodu, se při drátové EDM do materiálu vkládá tenký měděný nebo mosazný drát a vede ho po předem určené dráze, aby se materiál erodoval. Když elektrické výboje začnou tavit nebo odpařovat obrobek, drát se pohybuje po CNC naprogramované dráze a vytváří složité profily.
Drátová EDM je extrémně přesná a dokáže vytvářet rohy s malým poloměrem bez nutnosti mechanické síly. Tato metoda má zásadní význam pro obrábění křehkých dílů a kalených kovů, čehož může být obtížné dosáhnout tradičními výrobními technikami. Bezkontaktní povaha drátové EDM eliminuje opotřebení nástroje a možnou deformaci.
Mechanika řezání elektroerozí
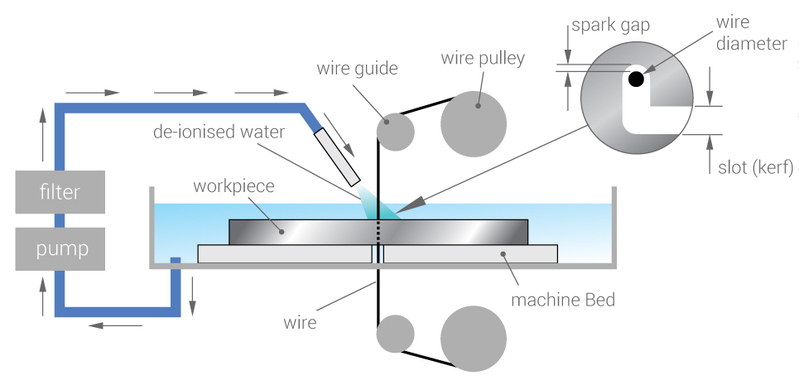
Typický EDM stroj se skládá z několika klíčových komponent:
DrátU drátových EDM strojů slouží jako hlavní elektroda tenký kovový drát, obvykle mosazný nebo měděný. Tato klíčová součástka ničí obrobek během jeho pohybu a dosahuje požadovaného tvaru. Průměry drátu se obvykle pohybují od 0.02 do 0.33 mm, přičemž optimální průměr je určen složitostí konstrukce a požadovaným povrchem.
Napájecí napětíTato součástka dodává elektrické napětí mezi drátem a obrobkem v EDM a vytváří tak jiskry potřebné pro řezání. Napájecí zdroje mohou dodávat až 300 ampérů proudu při napětí v rozsahu 30–300 voltů. Vyšší výkon zdroje vede ke kratším časům řezání.
Dielektrická kapalinaPřevážně deionizovaná voda slouží v elektroerozivním obráběcím stroji dvojímu účelu. Působí jako izolant mezi drátem a obrobkem a zároveň odplavuje nečistoty. Zajištění správného měrného odporu a průtoku je pro dosažení přesnosti řezání zásadní.
ServomotoryTyto EDM motory řídí pohyb drátu podél os X, Y a Z a udržují ho na přednastavené dráze. Pro udržení perfektní jiskřiště 0.025–0.05 mm oddělující drát od obrobku jsou nutné extrémně přesné servomotory.
CNC systémŘídí kompletní pohyb drátu a optimalizuje všechny parametry řezání, jako je napětí, rychlost, tok. CNC program určuje tvary, úhly, poloměry a povrchové úpravy.
Upevnění obrobkuSpolehlivé a přesné upínání zajišťuje správné vyrovnání a zabraňuje jakémukoli pohybu obrobku během řezání. Nejdůležitější pro přesné díly.
Drátěné vodítka: Horní a spodní přesné vodítka drátové erozivní řezačky, obvykle vyrobená z diamantu nebo mosazi, hrají klíčovou roli v udržování polohy drátu a tolerancí. Jsou nedílnou součástí prevence jeho vychýlení nebo možného zlomení.
Výhody řezání elektroerozí
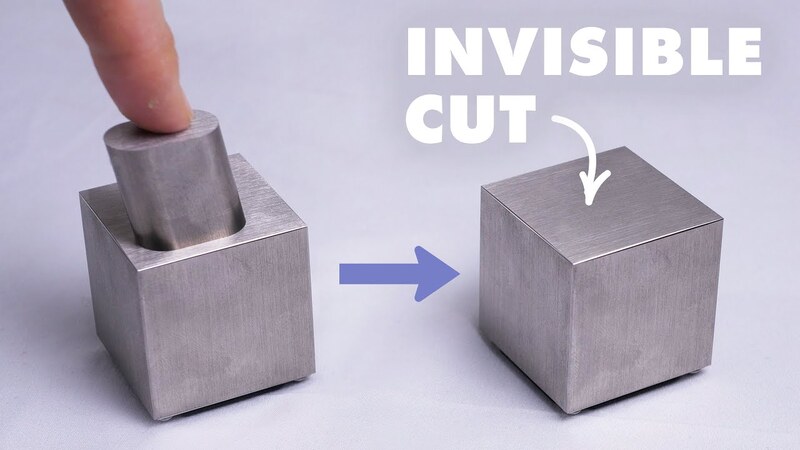
Složité tvaryJemný jednopramenný drát v kombinaci s CNC řídicím systémem umožňuje vytváření extrémně složitých 2D profilů a 3D tvarů s malými vnitřními poloměry a detaily. Tloušťka drátu pouhých 0.02 mm dokáže zničit i velmi malé díly. Žádná omezení přístupu k nástrojům.
Přesnost a opakovatelnost: Přesnost stroje dosahuje 0.00004 palce (0.001 mm) nebo lepší, s opakovatelností přibližně 0.00008 palce (0.002 mm). To je dáno přesným servořízením drátu a moderními napájecími zdroji, které regulují elektrické výboje.
Žádné řezné síly: Eliminace fyzikálních řezných sil umožňuje drátovou EDM obrábět jemné nebo křehké díly bez deformací, praskání nebo poškození. Díly lze řezat přímo v kaleném stavu bez geometrických změn.
Zóna s nízkým tepelným dopadem: Teplo z pečlivě kontrolovaných elektrických jisker je vysoce koncentrované na velmi malé ploše. Tím se zabrání poškození sousedních povrchů nebo deformaci v důsledku nadměrného tepla.
Zpracování kalených kovů: Proces EDM efektivně řeže tvrdé kovy s tvrdostí přes 60 HRC, které nelze obrábět jinými metodami. Ideální aplikace zahrnují karbidy, nástrojové oceli a exotické materiály s vysokou tvrdostí.
Řezání bez otřepů: Nepřetržitě se pohybující drát zajišťuje přesné zpracování bez otřepů. Není nutné žádné další odstraňování otřepů ani čištění. Tento proces zajišťuje vynikající kvalitu hran.
Automatický provoz: Drátová EDM řezačka poskytuje vysoce spolehlivý automatizovaný provoz, který vyžaduje pouze počáteční nastavení a programování. CNC systém může pracovat v noci nebo o víkendech.
Omezení drátové EDM

Pouze vodivé materiályObrobek musí být elektricky vodivý, což vylučuje řezání izolantů, jako je plast, dřevo, sklo a keramika. To ve srovnání s jinými procesy výrazně omezuje výběr materiálů.
Pomalejší rychlost úběru materiálu: Drátové EDM odebírá materiál pomaleji než frézování, soustružení a broušení. Typické řezné rychlosti se pohybují od 1 do 10 čtverečních palců za hodinu, v závislosti na materiálu a parametrech. Výroba složitých dílů může trvat mnoho hodin.
Řezání v přímé viditelnosti: Drát musí procházet plynule a bez přerušení podél celého obrysu. Složité 3D tvary často vyžadují vícenásobné úpravy a řezy pod různými úhly.
Spotřeba energie: Drátové EDM vyžaduje velké množství elektrické energie, často 10krát více než mechanické obrábění. To má za následek výrazné zvýšení provozních nákladů.
Údržba dielektrické kapalinyDeionizovaná voda vyžaduje pravidelnou údržbu, aby se odfiltrovaly nečistoty, kontroloval odpor a zabránilo se možnému přerušení drátu. Správná údržba kapaliny je zásadní pro přesnost řezání.
Mezi další omezení patří výměna/zavádění drátu, omezení šířky čáry na základě velikosti drátu, omezení výšky obrobku a inherentní povrchová úprava EDM.
Drátové EDM vs. tradiční EDM
Ačkoli obě metody spoléhají na elektrické výboje, liší se v provedení. Konvenční EDM používá tvarované elektrody, zatímco drátová EDM používá tenký drát. Drátová EDM je často rychlejší, přesnější a vhodnější pro složité struktury než její tradiční protějšek.

Hliník Všechny hliníkové slitiny lze řezat drátovou EDM metodou, která zajišťuje hladký povrch a zabraňuje rychlému opotřebení nástroje způsobenému obráběním. Nejlépe se hodí pro méně složité tvary hliníkových dílů.
Titan Titan a jeho slitiny, jako je Ti-6Al-4V, se snadno obrábějí elektroerozivní řezáním, což zabraňuje pnutí, která způsobují zpevnění při tradičním obrábění titanu.
Ocel: Drátová EDM řezačka dokáže řezat všechny druhy oceli, od měkkých nízkouhlíkových ocelí až po nejtvrdší legované nástrojové oceli s tvrdostí vyšší než 60HRC. To umožňuje složité řezy v kalené nástrojové oceli, které by jinak nebyly možné.
Mosaz: Mosazné slitiny získané volným obráběním se snadno řežou drátovým EDM s dobrou přesností a povrchovou úpravou. Bezkontaktní proces zabraňuje zpevnění kované mosazi.
Karbidy: Všechny formy karbidů – wolfram, křemík, bor – se obvykle řežou drátovou EDM řezačkou kvůli jejich extrémní tvrdosti, což tradiční obrábění činí nepraktickým.
Obecně lze EDM efektivně řezat jakýkoli vodivý kov. Vyniká však při řezání tvrdších slitin, které jsou při tradičním zpracování náchylné k opotřebení nástroje, deformaci nebo praskání. Bezkontaktní proces eliminuje mechanické namáhání a poskytuje řez bez otřepů.
Klíčová odvětví těžící z elektroerozivního obrábění
Letecký průmysl
V leteckém průmyslu se drátové erozivní obrábění běžně používá k řezání extrémně složitých tvarů lopatek turbín, vstřikovačů paliva a dalších součástí vyrobených z obtížně obrobitelných superslitin, jako jsou Inconel a Waspaloy. Proces EDM umožňuje obrábění složitých 3D vzorů chladicích otvorů a profilů profilů křídel s přesnými tolerancemi, které nejsou možné dosáhnout tradičními metodami obrábění. EDM minimalizuje deformace u jemných leteckých součástí.
Med
Výroba zdravotnických prostředků, jako jsou stenty, ortopedické implantáty, chirurgické řezné nástroje a bioptické komponenty, zahrnuje použití komplexních biokompatibilních kovů. Drátové EDM obrábění poskytuje vysoce přesné obráběcí možnosti pro výrobu složitých dílů z materiálů, jako je nerezová ocel, nitinol a titan, s velmi přesnými tolerancemi. Pro jemné funkce poskytuje přesnost až 0.001 palce.
Automobilový průmysl
V automobilovém průmyslu se drátová elektroerozivní řezání běžně používá k výrobě trysek vstřikovačů paliva, kovových lisovacích nástrojů, vstřikovacích forem a součástí motorů z kalených ocelových slitin. Dokáže vyrobit nejsložitější geometrie a díly s přesnými tolerancemi potřebné pro tyto aplikace, s vynikající povrchovou úpravou a spolehlivostí ve srovnání s tradičními obráběcími postupy.
Nástroj a razítko
Pro výrobce forem a zápustek je drátová erozivní řezačka nejběžnějším procesem pro výrobu složitých jader, dutin a smykových ploch z houževnatých nástrojových ocelí s tvrdostí vyšší než 60 HRC. Tvary a tolerance požadované pro součásti nástrojů a zápustek jsou často možné pouze s využitím vysoce přesných možností erozivní řezačky.
Elektronika
Drátová EDM technologie nabízí výjimečné možnosti pro elektronické aplikace, které umožňují přesné a efektivní řezání malých vodivých součástek, kontaktů, konektorů a pouzder ze složitých kovů a slitin. Poskytuje extrémně přesné tolerance až do 0.001 palce, hladkou kvalitu hran a řezání bez otřepů, čímž splňuje přísné požadavky výroby elektroniky.
Výběr správného poskytovatele služeb drátové EDM

Faktory, které je třeba zvážit při výběru drátové EDM
Při výběru EDM dílny je třeba zvážit klíčové faktory, jako jsou schopnosti, zkušenosti, přesnost/tolerance, možnosti materiálů, kapacita, dodací lhůty, náklady a reputace. Hledejte specialisty na vaši konkrétní aplikaci, jako je letecký průmysl, lékařství nebo nástrojářství. Hledejte zkušené dílny s prokázanými zkušenostmi s obráběním malých, jemných dílů a velkých výrobních sérií.
Role společnosti AT-Machining v poskytování kvalitních služeb drátové erodování
S více než 15 lety zkušeností v oblasti drátového EDM obrábění, AT-zpracování je majákem mezi výrobci elektroerozivního obrábění. Nabízíme prvotřídní služby drátového řezání a konzistentně vyrábíme díly s vynikajícími tolerancemi, kvalitou hran a povrchovou úpravou. Naše hluboké zkušenosti v leteckém a lékařském průmyslu zajišťují efektivní a vysoce kvalitní výrobu složitých součástí, a to i z exotických slitin. Společnost AT-Machining, oddaná inovacím, využívá nejnovější technologie elektroerozivního obrábění Makino a CNC systémy Fanuc, což našim zákazníkům zajišťuje bezkonkurenční možnosti přesného obrábění.
Závěr
V oblasti přesného obrábění představuje drátová erozivní řezačka průlom. Její aplikace jsou rozsáhlé a rozmanité, od schopnosti vyrábět složité konstrukce v leteckém průmyslu až po nejmenší součástky v elektronickém průmyslu. Jak jsme zjistili, faktory, jako je opotřebení elektrod, plýtvání materiálem a doba nastavení, zdůrazňují její účinnost. A vzhledem k tomu, že lídři v oboru, jako je AT-Machining, prosazují její schopnosti, je jasné, že drátová erozivní řezačka není jen možností, ale nutností pro aplikace, které vyžadují bezprecedentní přesnost. Pokud potřebujete přesnost, efektivitu a spolehlivost, měli byste zvážit drátovou erozivní řezačku.
Nejčastější dotazy
Elektroerozivní obrábění nebo laserové řezání: Co je lepší?
Elektroerozivní řezání (EDM) a laserové řezání nabízejí přesnost, ale jejich vhodnost se liší. EDM vyniká u elektricky vodivých materiálů a složitých struktur, zatímco laserové řezání je všestranné, rychlejší a vhodné pro širší škálu materiálů. Nejlepší volba závisí na specifikách projektu a typu materiálu.
Proč se pro EDM řezání používá deionizovaná voda?
Deionizovaná voda v elektroerozivním řezacím stroji působí jako dielektrická kapalina, která zabraňuje předčasným elektrickým výbojům. Zároveň chladí proces, odplavuje řezné částice a zlepšuje přesnost řezání. Její deionizovaná povaha zajišťuje kontrolované a efektivní elektrické výboje mezi drátem a obrobkem.
Je drátová EDM metoda vhodná pro velkovýrobu?
Ano, EDM je vhodné pro velkoobjemovou výrobu. Ačkoli je často spojováno se složitými návrhy a prototypy, jeho vysoká přesnost a konzistence ho činí ideálním pro hromadnou výrobu, zejména tam, kde je u mnoha dílů prvořadá uniformita a přesné tolerance.
Jaké materiály nelze řezat elektroerozivním obráběním?
Drátové EDM vyžaduje, aby materiály byly elektricky vodivé. Proto nevodivé materiály, jako je keramika, sklo a některé plasty, nelze pomocí EDM řezat. Pro tuto metodu také nejsou vhodné kompozity s vysokými izolačními vlastnostmi a některé nekovové látky.