Jak vybrat průřez kabelu – rady projektanta » Informace pro elektrikáře
O čem to mluvíme? Průřez svařovacích kabelů je plocha průřezu v milimetrech čtverečních. Je důležité správně zvolit tento parametr, aby nedošlo k přehřátí vodičů a zařízení.
Co bych měl hledat? Hlavními faktory při výběru průřezu jsou svařovací proud, délka kabelu, materiál vodiče, provozní podmínky a typ svařování. Například čím silnější je výboj, tím silnější by měl být drát. Chcete-li zjistit optimální hodnotu, můžete použít tabulky nebo provést výpočty sami.
Problémy diskutované v materiálu:
- Jaké typy svařovacích kabelů existují?
- Proč je důležité zvolit správný průřez svařovacího kabelu
- Faktory ovlivňující výběr průřezu svařovacího kabelu
- Jak zjistit průřez svařovacího kabelu
- Na co se ještě zaměřit při výběru svařovacího kabelu
- Často kladené otázky o průřezech svařovacích kabelů
Jaké typy svařovacích kabelů existují?
Při výběru kabelu pro svařovací stroj je důležité zvážit klíčové vlastnosti zařízení a vybrat drát, který tyto parametry splňuje. Hlavním faktorem je síla proudu.
Vzhledem k tomu, že některé modely mohou být poměrně drahé, měli byste být při výběru obzvláště opatrní.
Nejprve musíte prostudovat různé typy kabelových produktů.
Existují tři hlavní možnosti:
- Jednojádrové. Jsou založeny na elastickém, ohebném drátu, který účinně vede elektrický proud. Obvykle jsou preferovány měděné dráty, zejména pro malé invertorové jednotky, protože jsou kompaktní, snadno se přepravují a mají střední výkon.
- Dvoujádrový. Vyrobeno také na bázi měděného drátu s přidáním katody a anody. K dispozici jsou výrobky vyrobené ze slitin mědi s jinými kovy, které mají dobrou vodivost. Ideální pro pulzní svařování.
- Tříjádrový. Ze všech možností je tato nejvhodnější pro profesionální použití. Takové dráty jsou nezbytné pro automatická zařízení používaná v průmyslu a jsou navrženy tak, aby vykonávaly velký objem práce.
Při výběru vodičů obvykle neexistují žádné významné potíže, protože každý z nich má jedinečné označení.

Foto: family31 / Freepik
Tato označení pomáhají k optimálnímu výběru. Podívejme se na význam hlavních symbolů značení:
- “KS” – tento drát je určen k provádění svařovacích prací různého stupně složitosti.
- „P“ – označuje přítomnost polymerního povlaku, který chrání jádro pod proudem před vnějšími vlivy. Pokud jsou vedle písmene čísla, označují počet vodičů.
- “HF” – výrobek je navržen pro práci s vysokofrekvenčním napětím.
Proč je důležité zvolit správný průřez svařovacího kabelu
Kovová základna drátu obsahuje mnoho tenkých drátů, jejichž počet se pohybuje od několika desítek až po tisíce. Průřez svařovacích kabelů proudem musí odpovídat výkonu svařovacího zařízení a proudové síle svařovacího oblouku.
Například drát s obytnou plochou 6 mm² snese zatížení až 11 kW při proudu až 100 A. To však nezaručuje, že bude ideální volbou pro měnič s podobnými výkonovými a výkonovými parametry.
Je lepší se nezaměřovat na maximální hodnoty, ale rozdělit je přibližně na polovinu. Tento kabel je tedy vhodný pro připojení svářečky o příkonu cca 5 kW.
Když se síla proudu zvýší, musí se zvětšit i plocha průřezu vodiče. V opačném případě bude skutečný výkon zařízení nižší, než se očekávalo. Dá se to přirovnat ke snaze rychle nalít palivo do auta příliš malým otvorem: prostě nebude schopno propustit požadované množství kapaliny.
Pokud plánujete pracovat s elektrodami o průměru 2 mm při proudu 80 A, pak stačí vodič o průřezu 6 mm². U elektrod většího průřezu, např. 3 mm, to však již nestačí. Proto by měl být kabel vybrán na základě maximálního výkonu dostupného zařízení.
Pro domácí svářečky používané doma postačí drát o průměru 16 mm² a pro profesionální dílnu bude potřeba elektrický drát o průřezu 25 až 50 mm². Použití kabelu s nedostatečným průměrem bude mít za následek jeho přehřátí a zvýšenou spotřebu energie.
Pro každý typ svařování je důležité zvolit správný průřez drátu. To ochrání zařízení před poruchami a zajistí bezpečný provoz.
Pokud je průměr kabelu nedostatečný, může dojít k selhání zařízení nebo ke spuštění ochrany při vysokém zatížení. Při výběru elektrického drátu byste se měli zaměřit na proud, se kterým svářečka pracuje.
Faktory ovlivňující výběr průřezu svařovacího kabelu
Následující klíčové faktory ovlivňují výběr vhodného průřezu svařovacího kabelu:
To je hlavní faktor ovlivňující volbu tloušťky drátu.
Čím vyšší je svařovací proud, tím větší by měl být průřez, aby nedošlo k přehřátí a snížení napětí.
Tento údaj o požadovaném proudu naleznete v technické dokumentaci svářečky.
Dlouhé dráty zvyšují odpor, což vede ke ztrátě energie a snížení napětí. S prodlužováním kabelu by se měl zvětšovat i jeho průřez.
- Materiál kabelu.
Různé materiály mají různé odpory. Například měděné vodiče mají nižší odpor než hliníkové, takže pro stejný proud lze použít měděný drát menšího průřezu. Jsou však dražší.
- Operační podmínky.
Faktory, jako je teplota, vlhkost a další podmínky prostředí, mohou ovlivnit odolnost a celkový výkon.

Foto: fabrikasimf / Freepik
V náročných podmínkách se doporučuje volit dráty s větším průřezem.
Různé metody svařování, jako je obloukové nebo kontaktní svařování, vyžadují dráty různých průměrů v závislosti na vlastnostech svařovacího proudu a provozních režimech.
Jak zjistit průřez svařovacího kabelu
Je celkem snadné získat informace o průměru svařovacího kabelu. Výrobce tyto údaje obvykle uvádí v technickém popisu a katalozích. Kromě toho, když znáte počet jader v drátu, můžete snadno určit průřez podle jeho průměru.
Průřez můžete vypočítat sami pomocí několika jednoduchých a účinných metod:
Měření pomocí posuvného měřítka a mikrometru
K určení průměru jádra použijte tyto nástroje po úplném odstranění izolace. Pro dosažení co nejpřesnějších výsledků se doporučuje provádět měření na několika místech.
Podle školního vzdělávacího programu se plocha kruhu, který v tomto případě působí jako sekce, vypočítá pomocí vzorce: S = πR². Když to zjednodušíme, dostaneme: S = (πD²)/4 nebo S = 0,785 × D², což nám umožní určit průměr drátu.
Nyní se podívejme na konkrétní příklad. Po měření bylo zjištěno, že průměr jádra je 1,6 mm. Vložením této hodnoty do vzorce dostaneme: 0,785 × 1,6 × 1,6 = 4,009466 mm². Průřez drátu je tedy přibližně čtyři čtvereční milimetry.
Měření pomocí pravítka
Pokud nemáte po ruce správné nástroje, můžete použít běžné školní pravítko.
Chcete-li to provést, nejprve odizolujte vodič od izolace a poté jej pevně naviňte na tužku a udělejte alespoň 15 otáček. Čím tenčí drát, tím více závitů je potřeba. Tím se sníží chyba měření. Změřte pomocí pravítka délku vinutí a vydělte ji počtem závitů, abyste určili průměr jádra.
Poté použijte již známý vzorec pro výpočet průřezu drátu.
Použití tabulky parametrů
Tato metoda je pravděpodobně nejjednodušší ze všech prezentovaných. Budete však potřebovat posuvné měřítko nebo mikrometr. Nejprve změřte průměr drátu. Poté podle tabulky vyberte vhodný průřez svařovacích kabelů:

Jak již bylo zmíněno dříve, výběr požadovaného průřezu je založen na síle výkonu a proudu. Pro určení vhodného drátu použijte následující tabulku, která vám pomůže s výběrem:

Na co si dát pozor při výběru svařovacího kabelu
Drát musí být plně kompatibilní se svařovacím strojem, se kterým se plánuje použití. Kromě toho existuje několik dalších faktorů, které je třeba vzít v úvahu při jeho výběru.
Konstrukce jádra
Svařovací kabely mohou mít jeden vodič. Označení 1×16 například značí přítomnost jediného neděleného jádra, které umožňuje efektivnější přenos napětí ze zdroje do držáku díky sníženému zahřívání. Případně zvažte vícežilové kabely, například 11×30, kde první číslo udává počet izolovaných vodičů. Tento typ je vhodný zejména pro průmyslové systémy s napětím 500 V a vyšším.
Materiály vodičů mohou být měď nebo hliník. Nejčastěji jsou hliníkové kabely prezentovány v obchodech kvůli jejich nižší ceně. Jsou vhodné pro příležitostné použití svařovací techniky. Pro profesionální práci je však lepší zvolit měď, protože specifický odpor tohoto kovu je 5-7krát menší než u hliníku, což minimalizuje proudové ztráty. Měď také poskytuje méně tepla a větší flexibilitu.
Měděné vodiče čínské výroby vyžadují zvláštní péči. Často obsah mědi v nich sotva dosahuje 70%, což je viditelné z matného odstínu žil s nečistotami.
I když jsou takové dráty vhodné pro domácí použití, nemohou poskytnout požadovanou spolehlivost pro profesionální použití.
Požadavky na flexibilitu kabelu
Při výrobě drátěného pláště přísně dodržujeme normy GOST 23286-78. Tloušťka izolační vrstvy musí být minimálně 1,1-1,2 mm, což zaručuje spolehlivou ochranu vodivého jádra před poškozením. Plášť je vyroben z pryže s přídavkem speciálních aditiv, což zajišťuje požadovanou měkkost a pružnost konečného produktu.
Je důležité, aby izolace byla odolná proti opotřebení. Písmenná označení v klasifikaci izolační vrstvy označují tepelnou odolnost materiálu. Například písmeno „F“ znamená odolnost do +150 °C, zatímco „H“ znamená schopnost odolávat teplotám do +180 °C.
Délka drátu přímo ovlivňuje volnost pohybu svářeče po pracovní ploše, což je důležité zejména při práci ve výškách nebo u velkých konstrukcí. Nejlepší je, když odborník nemusí svářečku často přemisťovat, stačí mít po ruce pouze držák.

Foto: fabrikasimf / Freepik
U pevné pracovní stanice obvykle stačí asi dva metry na připojení země a další tři metry na držák elektrody. V dílenských podmínkách se však doporučuje zvýšit délku o 2-3 m.
Prodloužení drátu však není vždy tou nejlepší možností. Přílišná délka má za následek zvýšený odpor, který snižuje průtok proudu. K určení optimální délky se používá speciální vzorec:
Max. svar. proud / 100 = koeficient.
Podívejme se na příklad: pokud má zařízení indikátor 180, koeficient se bude rovnat 1,8. Tento údaj se používá k rozdělení podle průřezu stávajícího kabelu. Předpokládejme, že drát má průměr 35 m35. mm. Pak bude výpočet následující: 1,8 / 19,4 ≈ 19 m To znamená, že maximální délka by neměla překročit přibližně 12 m Z této délky lze přidělit např. 7 m pro držák a zbývajících 25 m pro hmotnost. Pokud nebudete brát v úvahu získaná data a použijete XNUMX m dlouhý kabel, aktuální výkon zařízení se výrazně sníží.
Pokud kabel není dostatečně dlouhý a lze k zařízení připojit delší kabel, lze jej prodloužit, aniž byste museli kupovat nový. K tomuto účelu se používá krimpovací metoda, která zajišťuje pevné a odolné spojení.
Nedoporučuje se spojovat dva kusy kroucením, protože to může vést ke zvýšenému odporu. Podle norem požární bezpečnosti by délka svařovacího kabelu měla být omezena na 30-40 m.
Proč byste nás měli kontaktovat?
Ke všem klientům přistupujeme s respektem a plníme úkoly jakékoli velikosti stejně pečlivě.
Naše výrobní zařízení nám umožňuje zpracovávat různé materiály:
- neželezné kovy;
- litina;
- nerezová ocel.
Při kompletaci zakázky naši specialisté využívají všechny známé způsoby obrábění kovů. Moderní vybavení nejnovější generace umožňuje dosáhnout maximální shody s původními výkresy.
Aby se obrobek přiblížil náčrtu předloženém zákazníkem, naši specialisté používají univerzální zařízení určené pro šperkařské ostření nástrojů pro zvláště složité operace. V našich výrobních dílnách se kov stává plastovým materiálem, ze kterého lze vyrobit jakýkoli obrobek.
Výhodou kontaktování našich specialistů je jejich soulad s GOST a všemi technologickými normami. V každé fázi práce je prováděna přísná kontrola kvality, takže našim zákazníkům garantujeme svědomitě dokončený produkt.
Díky zkušenostem našich řemeslníků je výstupem příkladný výrobek splňující ty nejnáročnější požadavky. Zároveň vycházíme ze silné materiálové základny a zaměřujeme se na inovativní technologický vývoj.
Spolupracujeme se zákazníky ze všech regionů Ruska. Pokud chcete zadat zakázku na zpracování kovů, naši manažeři jsou připraveni vyslechnout všechny podmínky. V případě potřeby je klientovi zdarma poskytnuta odborná konzultace.
Obrázek záhlaví: fabrikasimf / Freepik
Často kladené otázky o průřezech svařovacích kabelů
Je možné použít kabel s menším průřezem, než je uvedeno v návodu?
Použití vodiče s menším průřezem, než doporučuje výrobce, je absolutně nepřijatelné a nebezpečné. To může způsobit přehřátí a selhání zařízení.
Jak často je třeba kontrolovat stav svařovacích kabelů?
Pravidelná kontrola stavu vodičů je nesmírně důležitá. Zvláštní pozornost je třeba věnovat oblastem s poškozenou izolací, zlomy a jinými vadami. Pokud je takové poškození zjištěno, musí být prvek vyměněn.
Co dělat, když neexistují žádné tabulky korespondence proudu a průřezu?
V takových případech je nejlepší poradit se s odborníkem nebo využít specializované online kalkulačky. Pomohou určit optimální průřez drátu s přihlédnutím ke všem potřebným parametrům. Výběr správného průřezu svařovacího kabelu je zásadní pro zajištění bezpečného a efektivního provozu. To pomůže vyhnout se potenciálním problémům a zajistit vysokou kvalitu svařování.

Vedoucí obchodního oddělení
Na trzích často vidíte ručně psané cedule s uvedením, jaký kabel si kupující musí koupit v závislosti na očekávaném zatěžovacím proudu. Těmto cedulím nevěřte, protože jsou zavádějící. Průřez kabelu se volí nejen podle provozního proudu, ale také podle několika dalších parametrů.
V první řadě je nutné vzít v úvahu, že při použití kabelu na hranici jeho možností se jádra kabelu zahřívají o několik desítek stupňů. Hodnoty proudu uvedené na obrázku 1 předpokládají ohřev kabelových jader až na 65 stupňů při okolní teplotě 25 stupňů.
Pokud je v jednom potrubí nebo žlabu položeno několik kabelů, pak se v důsledku jejich vzájemného ohřevu (každý kabel ohřívá všechny ostatní kabely) maximální přípustný proud sníží o 10 – 30 procent.
Také maximální možný proud klesá při zvýšených okolních teplotách. Proto se ve skupinové síti (síť od panelů k lampám, zásuvkám a dalším elektrickým spotřebičům) obvykle používají kabely s proudy nepřesahujícími 0,6 – 0,7 hodnot uvedených na obrázku 1.
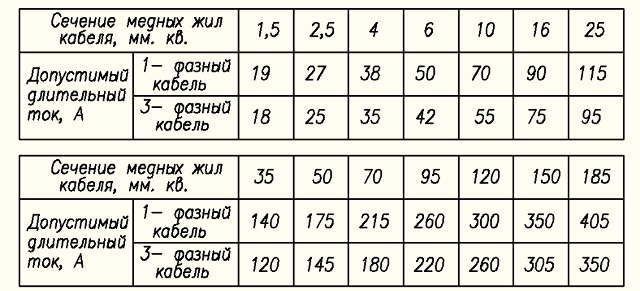
Obr. 1. Přípustný trvalý proud kabelů s měděnými vodiči
Na základě toho je rozšířené používání jističů se jmenovitým proudem 25 A k ochraně zásuvkových sítí položených kabely s měděnými jádry o průřezu 2,5 mm2 nebezpečné. Tabulky redukčních faktorů v závislosti na teplotě a počtu kabelů v jednom žlabu naleznete v Pravidlech pro elektroinstalaci (PUE).
Další omezení vznikají, když je kabel dlouhý. V tomto případě mohou ztráty napětí v kabelu dosáhnout nepřijatelně vysokých hodnot. Při výpočtu kabelů se zpravidla předpokládají maximální ztráty ve vedení maximálně 5 %.
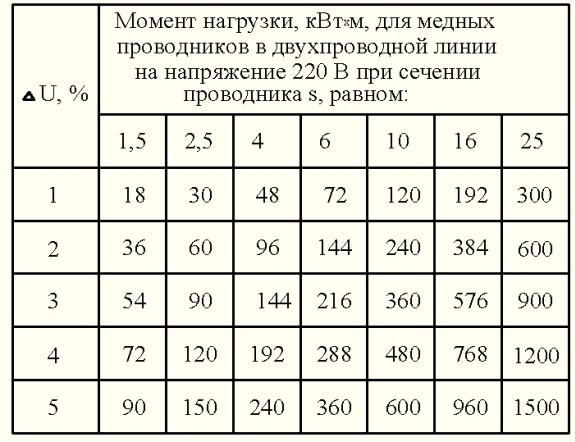
Není těžké vypočítat ztráty, pokud znáte hodnotu odporu kabelových jader a odhadovaný zatěžovací proud. Obvykle se však k výpočtu ztrát používají tabulky závislosti ztrát na zatěžovacím momentuMoment zatížení se vypočítá jako součin délky kabelu v metrech a výkonu v kilowattech.

Data pro výpočet ztrát při jednofázovém napětí 220 V jsou uvedena v tabulce 1. Například pro kabel s měděnými žilami o průřezu 2,5 mm2 s délkou kabelu 30 metrů a zatěžovacím výkonem 3 kW je zatěžovací moment 30×3=90 a ztráty budou 3 %. Pokud vypočítaná hodnota ztrát přesáhne 5 %, je nutné zvolit kabel s větším průřezem.
Tabulka 1. Zatěžovací moment, kW x m, pro měděné vodiče ve dvouvodičovém vedení při napětí 220 V s daným průřezem vodiče
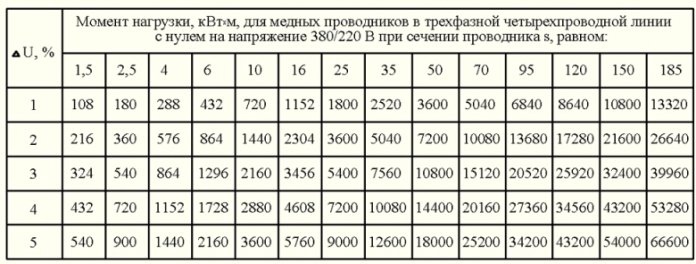
Ztráty v trojfázovém vedení lze určit z tabulky 2. Z porovnání tabulek 1 a 2 vyplývá, že v trojfázovém vedení s měděnými vodiči o průřezu 2,5 mm2 odpovídají 3% ztráty šestinásobně většímu zatěžovacímu momentu.
Trojnásobné zvýšení hodnoty zatěžovacího momentu nastává v důsledku rozložení výkonu zátěže na tři fáze a dvojnásobné zvýšení nastává v důsledku skutečnosti, že v třífázové síti se symetrickým zatížením (stejné proudy ve fázových vodičích) je proud v neutrálním vodiči nulový. Při asymetrickém zatížení se zvyšují ztráty v kabelu, což je třeba zohlednit při výběru průřezu kabelu.
Tabulka 2. Zatěžovací moment, kW x m, pro měděné vodiče v třífázovém čtyřvodičovém vedení s nulou při napětí 380/220 V s daným průřezem vodiče
Ztráty v kabelech mají silný vliv při použití nízkonapěťových žárovek, jako jsou halogenové žárovky. To je pochopitelné: pokud fázový a nulový vodič poklesne o 3 volty, pak si toho při 220 V s největší pravděpodobností nevšimneme a při 12 V napětí na žárovce klesne o polovinu na 6 V. Proto musí být transformátory pro napájení halogenových žárovek co nejblíže žárovkám. Například při délce kabelu 4,5 metru s průřezem 2,5 mm2 a zátěži 0,1 kW (dvě žárovky po 50 W) je zatěžovací moment 0,45, což odpovídá ztrátám 5 % (tabulka 3).
Tabulka 3. Zatěžovací moment, kW x m, pro měděné vodiče ve dvouvodičovém vedení při napětí 12 V s daným průřezem vodiče
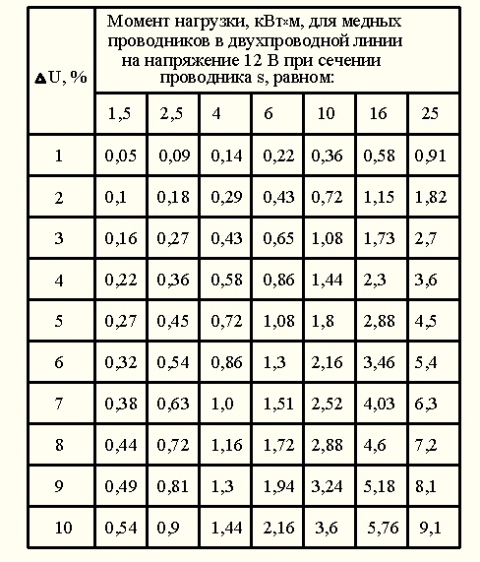
Uvedené tabulky nezohledňují zvýšení odporu vodiče v důsledku ohřevu v důsledku protékajícího proudu. Pokud se tedy kabel používá při proudech 0,5 nebo více maximálního přípustného proudu kabelu daného průřezu, je nutné zavést korekci. V nejjednodušším případě, pokud se očekávají ztráty nejvýše 5 %, vypočítejte průřez na základě ztrát 4 %. Ztráty se mohou také zvýšit, pokud existuje velký počet spojení kabelových jader.
Kabely s hliníkovými jádry mají odpor 1,7krát větší než kabely s měděnými jádry, a proto jsou v nich ztráty 1,7krát větší.
Druhým omezujícím faktorem pro dlouhé délky kabelů je překročení přípustné hodnoty odporu fázově-nulového obvoduPro ochranu kabelů před přetížením a zkraty se obvykle používají automatické spínače s kombinovanou spouští. Takové spínače mají tepelnou a elektromagnetickou spoušť.
Elektromagnetická spoušť zajišťuje okamžité (desetiny a dokonce setiny sekundy) odpojení nouzové části sítě během zkratu. Například jistič označený jako C25 má tepelnou spoušť pro 25 A a elektromagnetickou spoušť pro 250 A. Automatické spínače skupiny „C“ mají poměr vypínacího proudu elektromagnetické spouště k tepelné od 5 do 10. Při výpočtu zkratového proudu ve vedení se však bere maximální hodnota.
Celkový odpor fázově-neutrálního obvodu zahrnuje: odpor snižovacího transformátoru transformátorové stanice, odpor kabelu z rozvodny k hlavnímu rozvaděči (HRP) budovy, odpor kabelu položeného z HRP k rozvaděči (RP) a odpor samotného kabelu skupinového vedení, jehož průřez je nutné určit.
Pokud má vedení velký počet spojů kabelových jader, například skupinové vedení s velkým počtem lamp propojených smyčkou, pak se zohledňuje i odpor kontaktních spojů. Při velmi přesných výpočtech se zohledňuje odpor oblouku v místě zkratu.
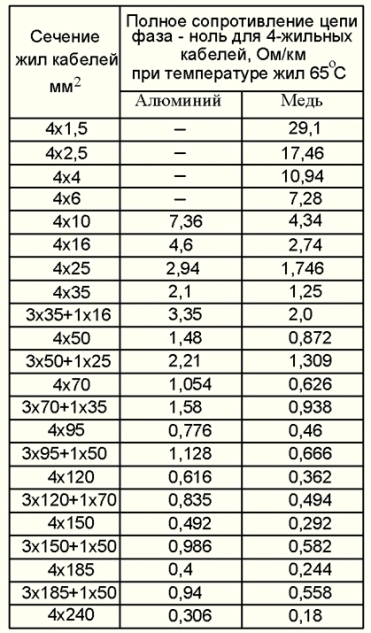
Celkový odpor obvodu fáze-nula pro čtyřvodičové kabely je uveden v tabulce 4. Tabulka zohledňuje odpor fázového i nulového vodiče. Hodnoty odporu jsou uvedeny při teplotě jádra kabelu 65 stupňů. Tabulka platí i pro dvouvodičová vedení.
Tabulka 4. Celkový odpor obvodu fáze-nula pro 4žilové kabely, Ohm/km při teplotě jádra 65 °C
V městských transformátorových rozvodnách se zpravidla instalují transformátory s výkonem 630 kVA a více s výstupním odporem Rtp menším než 0,1 Ohm. Ve venkovských oblastech lze použít transformátory pro 160 – 250 kVA s výstupním odporem asi 0,15 Ohm a dokonce i transformátory pro 40 – 100 kVA s výstupním odporem 0,65 – 0,25 Ohm.
Silové kabely z městských transformoven k hlavním rozvaděčům domů se obvykle používají s hliníkovými jádry s průřezem fázového jádra nejméně 70 – 120 mm2. Pokud je délka těchto vedení menší než 200 metrů, lze odpor fázově-nulového obvodu silového kabelu (Rпк) považovat za 0,3 Ohmu. Pro přesnější výpočet je nutné znát délku a průřez kabelu, případně tento odpor změřit. Jedno ze zařízení pro taková měření (přístroj Vektor) je znázorněno na obr. 2.

Obr. 2. Zařízení pro měření odporu fázově-nulového obvodu „Vector“
Odpor vedení musí být takový, aby v případě zkratu proud v obvodu zaručeně překročil vypínací proud elektromagnetické spouště. U jističe C25 musí zkratový proud ve vedení překročit hodnotu 1,15x10x25=287 A, kde 1,15 je bezpečnostní faktor.
Proto by odpor obvodu fáze-nula pro jistič C25 neměl být větší než 220 V/287 A = 0,76 Ohm. Pro jistič C16 by tedy odpor obvodu neměl překročit 220 V/1,15 x 160 A = 1,19 Ohm a pro jistič C10 – ne více než 220 V/1,15 x 100 = 1,91 Ohm.
Pro městský bytový dům, při použití kabelu s měděnými žilami o průřezu 0,1 mm0,3, chráněného jističem C2,5, tedy při Rтп=2 Ohm; Rпк=16 Ohm, by odpor kabelu Rгр (fázový a nulový vodič) neměl překročit Rгр=1,19 Ohm – Rтп – Rпк = 1,19 – 0,1 – 0,3 = 0,79 Ohm. Podle tabulky 4 zjistíme jeho délku – 0,79/17,46 = 0,045 km, neboli 45 metrů. Pro většinu bytů je tato délka dostatečná.
Při použití jističe C25 k ochraně kabelu s průřezem 2,5 mm2 musí být odpor obvodu menší než 0,76 – 0,4 = 0,36 Ohm, což odpovídá maximální délce kabelu 0,36/17,46 = 0,02 km, neboli 20 metrů.
Při použití jističe C10 k ochraně skupinového osvětlovacího vedení z kabelu s měděnými žilami o průřezu 1,5 mm2 získáme maximální přípustný odpor kabelu 1,91 – 0,4 = 1,51 Ohmu, což odpovídá maximální délce kabelu 1,51/29,1 = 0,052 km, neboli 52 metrů. Pokud je takové vedení chráněno jističem C16, bude maximální délka vedení 0,79/29,1 = 0,027 km, neboli 27 metrů.
- „Správné“ elektrické vedení v sádrokartonových stěnách
- Co dělat, když vyhřívaná podlaha nefunguje
- Co dělat, když se při připojení pračky spustí proudový chránič nebo automatický jistič
Doufám, že vám tento článek pomohl. Podívejte se také na další články z kategorie Elektrická energie doma i v práci » Tajemství elektrikáře
Přihlaste se k odběru našeho kanálu na Telegram: World of Electricity
Zde můžete zanechat komentář, položit otázku a jen chatovat:
Chat na elektrická témata
Sdílejte tento článek se svými přáteli: