Co způsobuje deformaci ve svařované konstrukci?
Při výrobě kovových konstrukcí poskytuje nejspolehlivější a nejtrvanlivější spojení technologie svařování za předpokladu, že práce je prováděna bez chyb. Pokud je procesní technologie byť jen nepatrně porušena, dochází při svařování k deformacím a pnutí ve vytvořené struktuře. Zároveň dochází k ohýbání tvarů, vznikají nepřesnosti v rozměrech výrobku, což znemožňuje kvalitní funkční úkony.

Co jsou stresy a napětí?
Vznik napětí a deformace je doprovázen jakoukoli silou působící na kovový výrobek. Síla, která vyvíjí tlak na jednotku plochy, se nazývá napětí a porušení celistvosti tvarů a velikostí v důsledku silového zatížení se nazývá deformace.
Napětí může být způsobeno fyzickou silou tlakové, tahové, smykové nebo ohybové povahy. Překročí-li svářecí napětí a deformace přípustné hodnoty, dochází k destrukci jednotlivých prvků i celé konstrukce.
Proč vznikají deformace a napětí?
Deformace při svařování se objevují v důsledku vnitřních pnutí způsobených různými faktory. Příčiny takových porušení jsou konvenčně rozděleny do dvou velkých kategorií: hlavní (nevyhnutelné), které jsou vždy přítomny při svařování, a doprovodné, které je třeba odstranit.
Důvody jsou nevyhnutelné
Hlavní skupinu tvoří následující příčiny namáhání a deformace při svařování:
konstrukční úpravy, které vyvolávají rozvoj tlakových a tahových napětí. Poměrně často dochází při chlazení produktů vyrobených z vysoce uhlíkových a legovaných ocelových slitin k narušení struktury zrn kovů a rozměrů samotných dílů.
V důsledku toho se mění počáteční objem kovu, což ve skutečnosti zvyšuje vnitřní napětí;
- nerovnoměrné vytápění. Během procesu svařování se zahřívá pouze dotčená oblast kovu, zatímco se roztahuje a ovlivňuje méně zahřáté vrstvy. Vysoká koncentrace napětí ve svarových spojích vyplývající z přerušovaného ohřevu závisí především na ukazatelích lineární roztažnosti, stupni tepelné vodivosti a teplotních podmínkách. Čím vyšší jsou tyto ukazatele, tím nižší je tepelná vodivost kovu a v důsledku toho se zvyšuje riziko nepřesností ve svarovém švu;
- smrštění odlitku, kdy objem kovu vlivem jeho krystalizace znatelně klesá. To se vysvětluje skutečností, že v roztaveném kovu se pod vlivem smrštění vytváří svařovací napětí, které může být jak příčné, tak podélné.
Napětí při svařování mohou vyvolat nejen vnější silové vlivy. Kovové slitiny se také vyznačují vlastními napětími a deformacemi, které se dělí na zbytkové a dočasné. Ty první vznikají plastickou deformací a i po ochlazení konstrukce v ní zůstávají. Kdy se objevují dočasné deformace při svařování? Přímo během procesu svařování v pevně fixovaný výrobek.
Přidružené příčiny
Kromě hlavních existují i sekundární příčiny deformace při svařování. Patří sem:
- odchylka od technologických norem, například použití elektrod, které nejsou vhodné pro konkrétní případ, porušení podmínek svařování, nedostatečná příprava produktu pro proces svařování a další;
- nejednotnost konstrukčních řešení: časté křížení svarových spojů nebo nedostatečná vzdálenost mezi nimi, nepřesně zvolený typ švu atd.;
- nedostatek zkušeností a příslušných znalostí svářeče.
Která z následujících příčin způsobuje koncentraci napětí ve svarových spojích? Jakékoli nesprávné jednání vede k technologickým vadám ve švu, zejména ke vzniku prasklin, bublin, nedostatečného natavení a dalších vad.
Druhy deformací a napětí
Existují různé typy stresu v závislosti na povaze jejich výskytu, době působení a dalších faktorech. Níže uvedená tabulka ukazuje, co způsobuje koncentrace napětí ve svarových spojích a jaké to jsou.
| Povaha výskytu | Typ napětí | Co způsobilo porušení |
| Podle důvodu vzhledu | Tepelný | Nerovnoměrný ohřev v důsledku teplotních rozdílů během procesu svařování |
| Strukturální | Změny ve struktuře kovu při zahřátí nad maximální přípustnou teplotu | |
| Na celý život | Dočasný | Vzniká během fázových změn, ale postupně mizí v důsledku ochlazování |
| Reziduální | I po odstranění příčin jejich vzhledu jsou v produktu přítomny | |
| Podle pokryté oblasti | Provoz v celé konstrukci | |
| Působící pouze v zrnech struktury materiálu | ||
| Přítomný v krystalové mřížce kovu | ||
| Podle směru působení | Podélná | Vytvořeno podél svarové linie |
| Příčný | Umístěno kolmo k ose spoje | |
| Podle typu napětí | Lineární | Efekt se rozšiřuje pouze jedním směrem |
| rovinný | Formováno ve dvou různých směrech | |
| Objemné | Mějte současně třícestný efekt | |

Během svařování existují typy deformací:
- místní a obecné. První se vyskytují v oddělených oblastech a mění pouze část produktu. Druhý vede ke změně velikosti celé konstrukce a zakřivení její geometrické osy;
- dočasné a konečné. Deformace svařování, ke kterým dojde v určitém okamžiku, se nazývají dočasné a ty, které v něm zůstanou po úplném ochlazení výrobku, se nazývají zbytkové;
- elastické a plastové. Když se po svařování velikost a tvar konstrukce zcela obnoví, deformace je elastická, pokud vady zůstanou, je plastická.
Kovové deformace jsou možné jak v rovině svařované konstrukce, tak mimo ni.
Zkoušky svarů a deformační výpočty
Za účelem stanovení pevnosti a spolehlivosti švu a zjištění případných vad, které se objevily, se provádí testování svarových spojů. Taková kontrola umožňuje včas odhalit závady a rychle je odstranit.
K identifikaci nedostatků se používají následující typy kontroly:
- destruktivní. Umožňuje studovat fyzikální vlastnosti svaru, které se aktivně používají ve výrobních podnicích;
- nedestruktivní. Provádí se externí kontrolou, kapilární metodou, magnetickou nebo ultrazvukovou detekcí defektů, kontrolou propustnosti a dalšími metodami.
Při výrobě konstrukcí pomocí svařování je jednou z důležitých nuancí přesné určení možných deformací a napětí. Jejich přítomnost vede k odchylkám od původních rozměrů a tvarů výrobků, snižuje pevnost konstrukcí a zhoršuje výkon.

Výpočet svařovacích napětí a deformací umožňuje analyzovat různé možnosti provádění svařovacích operací a plánovat jejich sled tak, aby při práci byla konstrukce vystavena minimálnímu namáhání a vzniku vad.
Metody eliminace namáhání při svařování
K odstranění pnutí se provádí žíhání nebo se používají mechanické metody. Žíhání je považováno za nejprogresivnější a nejefektivnější. Metoda se používá v případech, kdy jsou kladeny extrémně vysoké nároky na geometrickou přesnost všech parametrů výrobku.
Žíhání může být obecné nebo místní. Ve většině případů se postup provádí při teplotě 550-680 °C. Celý proces probíhá ve třech fázích: ohřev, udržování a chlazení.
Nejčastěji používané mechanické metody jsou válcování, kování, vibrační techniky a explozivní zpracování. Kování se provádí pomocí pneumatického kladiva. Pro zpracování vibrací se používají zařízení indukující vibrace, která mají rezonanční frekvenci 10-120 Hz po dobu několika minut.
Metody eliminace deformací
Deformace kovu při svařování je eliminována termomechanickým, za studena mechanickým a tepelným rovnáním s celkovým nebo lokálním ohřevem. Po úplném vyžíhání je konstrukce pevně fixována ve speciálním zařízení, které vyvíjí tlak na požadované plochy. Po fixaci se výrobek umístí do pece k zahřátí.
Princip tepelné metody spočívá v tom, že během procesu ochlazování se kov smršťuje. Natažená oblast se zahřívá pomocí oblouku nebo hořáku tak, aby okolní slitina zůstala studená. To zabraňuje přílišnému rozšiřování horkého bodu. Během procesu ochlazování se konstrukce narovnává. Metoda je ideální pro rovnání pásů plechů, trámů a dalších výrobků.
Rovnání za studena se provádí pomocí konstantních zátěží, které se formují pomocí různých lisů a válců pro válcování dlouhých konstrukcí. U vysoce napnutých konstrukcí se k odstranění deformací používá tepelné rovnání. Nejprve se shromažďuje přebytečný kov, po kterém se problémové oblasti zahřejí.
Která metoda je považována za nejlepší? Zde neexistuje jednoznačná odpověď. Při výběru technologie je třeba vzít v úvahu typ, velikost a tvar kovového výrobku, jaké vlastnosti způsobily deformace a namáhání při svařování a deformace, ke kterým došlo v rovině nebo vně. Rovněž stojí za to věnovat pozornost účinnosti techniky a nadcházejícím mzdovým nákladům.
Jak předcházet stresu a zátěži
Chcete-li zlepšit kvalitu konstrukcí a zabránit vzniku vad, měli byste vědět, co určuje míru deformace svařovaného kovu.
Můžete snížit napětí během svařování a zabránit deformaci, pokud budete dodržovat následující pravidla:
- při navrhování svařované konstrukce musíte nejprve vypočítat svařovací deformace, které vám umožní správně vytvořit úseky švů a poskytnout potřebné přídavky pro smrštění v určitých oblastech produktu;
- švy musí být provedeny symetricky k osám profilu celého výrobku a jeho jednotlivých částí;
- je velmi důležité, aby v jednom bodě nebyly průsečíky více než tří švů;
- před svařováním musí být konstrukce zkontrolována, zda je v souladu s výpočty mezer ve spojích a celkových rozměrech;
- Zbytkovou deformaci lze omezit vytvořením umělé deformace ve spoji, která má opačné znaménko k prováděnému svařování. K tomuto účelu se používá obecné nebo lokální vytápění konstrukce;
- při vytváření dlouhých švů použijte pro předávání metodu obráceného kroku;
- používejte podložky odvádějící teplo nebo chladicí směsi, které mohou snížit ohřívací zónu;
- aplikujte švy tak, aby následné spojení způsobilo opačné deformace než u předchozích švů;
- zvolit svařovací techniky pro tvárné kovy, které mohou snížit konečné deformace.
Je nutné pochopit, aby se minimalizovaly deformace při svařování, příčiny jejich vzniku a preventivní opatření spolu přímo souvisí. Proto musíte nejprve provést všechny výpočty a přípravné práce a teprve poté zahájit proces svařování kovových konstrukcí.
Metody vyrovnávání svařovacích deformací a napětí
Je mnohem snazší problému předejít, než jej opravit. To platí i pro svářečské práce. Abyste se nemuseli zabývat odstraňováním závad a také se vyhnuli zbytečným finančním nákladům, měli byste věnovat pozornost některým opatřením pro boj proti namáhání a deformacím při svařování.
Navazování a předehřívání
Provádění takových typů ohřevu zlepšuje kvalitativní charakteristiky švu a přilehlých oblastí. Metoda také pomáhá snižovat zbytkové napětí a plastickou deformaci. Ohřev se používá u ocelí náchylných ke krystalizačním trhlinám a tvrdnutí.
Šití v obráceném pořadí kroků
Pokud délka švu přesahuje 1000 milimetrů, měla by být rozdělena na samostatné úseky po 100-150 mm a měly by být provedeny proti směru svařování. Použití této metody umožňuje dosáhnout rovnoměrného ohřevu kovu a výrazně snížit deformaci, kterou nelze přičíst případu sekvenční aplikace.

Kování švů
Kovat lze za studena i zahřátý kov. Síla nárazu způsobí, že se kov roztáhne v různých směrech, čímž se sníží napětí v tahu. Pokud je konstrukce vyrobena z kovu, který je náchylný ke vzniku kalících struktur, pak se na takových výrobcích kování neprovádí.
Vyrovnání deformací
Podstatou metody je výběr pořadí, ve kterém jsou švy vyrobeny. V tomto případě musí každý následující šev vytvořit opačnou deformaci k předchozímu spojení. To je velmi důležité při svařování oboustranných spojů.
Pevné upevnění dílů
Během celého procesu svařování musí být obrobky pevně a pevně zajištěny v přípravcích. Odstraňte až po úplném vychladnutí. Je třeba poznamenat, že tato metoda má jednu nevýhodu – zvýšené riziko vnitřních pnutí.
Tepelné zpracování
Zlepšuje mechanické vlastnosti švu a přilehlých oblastí, vyrovnává strukturu spoje a snižuje vnitřní pnutí. Tepelné zpracování se skládá z různých operací: popouštění, žíhání (plná nebo nízká teplota), normalizace.
Normalizace je považována za nejlepší způsob zpracování svařovaných výrobků, metoda je vhodná zejména pro výrobky z nízkouhlíkových ocelí.
Zajímavé video
K deformacím konstrukčních částí při svařování dochází v důsledku vzniku vnitřních pnutí, jejichž příčiny jsou (obr. 2.7.):
1. teplotní deformace v důsledku místního zahřátí produktu;
2. Smrštění uloženého kovu;
3. Fázové přeměny, ke kterým dochází v kovu během ochlazování.
V důsledku lokálního ohřevu při svařování dochází k výrazné lokální expanzi kovu, zatímco zbytek výrobku zůstává ve studeném stavu. To vede ke vzniku vnitřních pnutí a ohýbání konstrukčních prvků.
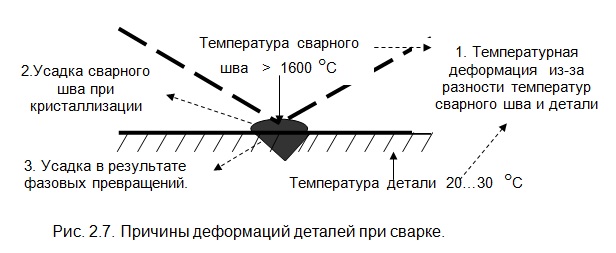
Smršťování kovu, ke kterému dochází v důsledku zmenšování objemu tekutého kovu při tuhnutí, je druhou nejvýznamnější příčinou vnitřních pnutí.
Fázové přeměny při ochlazování kovu ohřátého při svařování jsou také doprovázeny relativně malou změnou objemu kovu. U ocelí tedy přechod a-železa na g-železo způsobuje změnu objemu přibližně o 1 %. To (třetí důvod) také vede ke vzniku vnitřních pnutí.
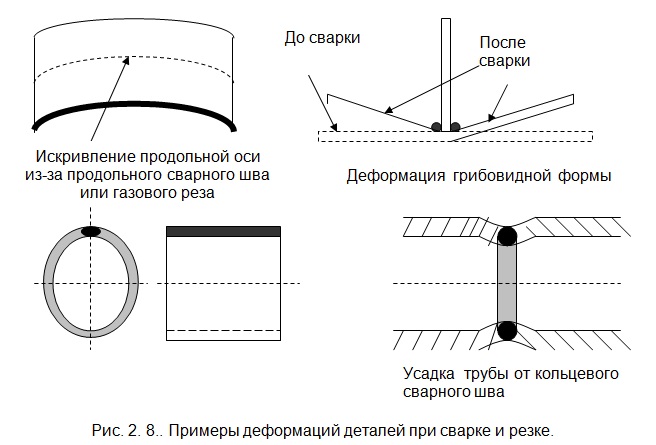
Deformace výrobku při svařování (obr. 2.8) lze omezit správnou volbou druhu svařování a technologie jeho provedení. Svařování, při kterém obrobek přijímá koncentrované teplo, jako je svařování elektrickým obloukem, způsobuje menší deformace než svařování, při kterém se zahřívá velká plocha obrobku, jako je svařování plynovým plamenem. Deformace při tavném svařování jsou větší než při tlakovém svařování.
Určitého snížení deformace produktu je dosaženo odstraněním tepla ze svařované oblasti umístěním měděné desky na zadní stranu švu, nanesením azbestu navlhčeného vodou v blízkosti švu atd.
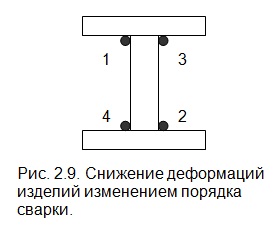

Deformaci lze také omezit vyrovnáním vzniklých deformací. Při této metodě se spoje dílů rozdělí na úseky, jejichž svařování se provádí v takovém pořadí, aby deformace získané při svařování v jednotlivých úsecích byly stejné velikosti a opačného směru. Například při svařování třídílného I nosníku můžete použít sekvenci svařování jednotlivých sekcí znázorněnou na obrázku 2.9.
Výrazného snížení deformace je dosaženo metodou „obráceného“ svařování. Touto metodou se okraje svařovaných dílů rozdělí na díly, které se svařují v pořadí znázorněném na obrázku 2.10. Deformace produktu je v tomto případě výrazně menší, protože deformace krátkých švů nejsou schopny způsobit výraznou deformaci celého výrobku.
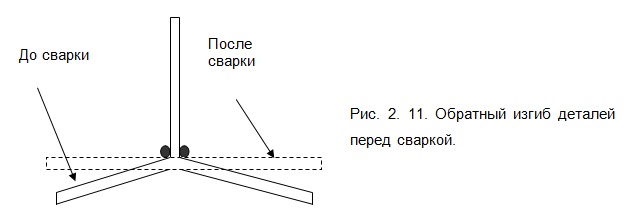
Deformaci svařovaných výrobků můžete také omezit pomocí metody „reverzní deformace“. Spočívá v tom, že spojované díly se nejprve ohýbají ve směru opačném k deformacím při svařování (obr. 2.11). Během procesu svařování získávají požadovaný tvar, nebo se mu velmi blíží.
Široce se používá také způsob pevného zajištění svařovaných dílů pomocí speciálního zařízení nebo bodovým svařováním, tzn. předběžné svaření hran v několika bodech po délce svaru.
Deformacím při svařování nelze zcela zabránit, lze je však pomocí následujících konstrukčních a technologických opatření snížit na přijatelné hodnoty:
— racionální návrh svařované jednotky;
— přídavek na smrštění švu podle velikosti a tvaru výrobku;
— racionální montáž a příprava pro svařování;
— výběr nejracionálnější metody svařování;
— předběžné, doprovodné a následné zahřátí produktu;
— kování oblasti svaru (v horkém stavu nebo po ochlazení);
— obecné tepelné zpracování svařovaného výrobku.
Zbytková napětí při svařování jsou snížena o 85. 90% při vysokém popouštění svařovaných konstrukcí (ohřev na 550. 680 °C a chlazení na vzduchu). Při lokálním temperování se ohřívá část konstrukce v blízkosti svarového spoje; po ochlazení zůstanou jeho zbytková napětí, ale budou menší velikosti. Někdy se provádí temperování jednotlivých prvků konstrukce po prvku a poté se provádí konečná montáž konstrukce.
Ke snížení deformace dochází, když je kov kován po svařování kovu za tepla nebo po úplném ochlazení součásti.
Nejúčinnější jsou konstrukční a technologická opatření před svařováním: racionální návrh výrobku, zdůvodnění minimálních přípustných rozměrů švů, volba metod svařování s nejnižším tepelným příkonem, zamezení jednostranného uspořádání svarů, použití spojů s přírubou hrany místo přeplátovaných nebo tupých spojů, výběr racionálního svařovacího postupu.
Pomocí plynového plamene nebo jiných metod po svařování se někdy v těchto zónách provádí lokální ohřev, jehož následné smrštění také snižuje deformaci výrobku.