Co zahrnuje označení svarového spoje na výkrese?
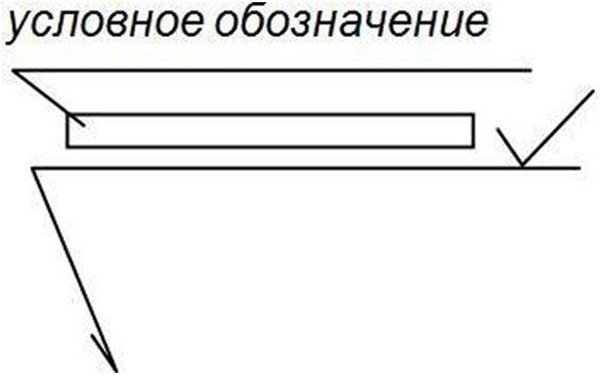
Označení svarového spoje je provedeno na montážních výkresech a na výkresech celkového pohledu. Podle GOST 2.312-72 jsou svary všech typů znázorněny plnými čarami (viditelný šev) nebo přerušovanými čarami (neviditelný šev). Vodicí čáry zakončené jednostrannými šipkami vedou k obrázkům svarů. Je vhodnější kreslit vodicí čáry z viditelného švu (obr. 1). Symbol švu je aplikován nad policí vodicí čáry (pro šev na přední straně) a pod policí – pro šev vyrobený na zadní nebo neviditelné straně.
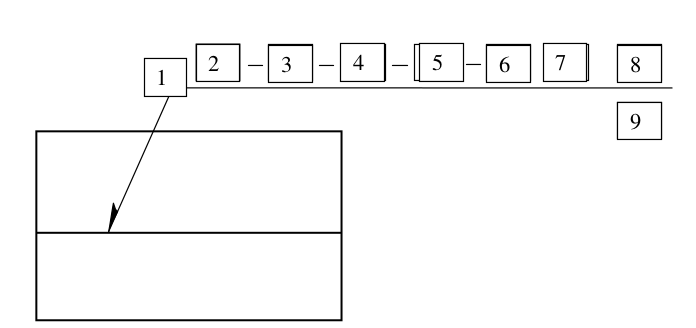
Rýže. 1. Struktura symbolu svaru
1. Pomocné znaky:

– šev podél uzavřené linie;
– při instalaci produktu vytvořte šev.
2. Označení normy pro typy a konstrukční prvky svarových spojů:
GOST 5264-80 – norma pro svary a spoje provedené ručním obloukovým svařováním obalenými elektrodami;
GOST 11534-75 – norma pro svary a spoje provedené ručním obloukovým svařováním obalenými elektrodami pod ostrými a tupými úhly;
GOST 14771-76 – norma pro svary a spoje provedené svařováním v prostředí ochranného plynu;
GOST 23518-79 – norma pro svary a spoje provedené svařováním v prostředí ochranného plynu pod ostrými a tupými úhly;
GOST 16037-80 – norma pro svařované spoje ocelových potrubí (hlavní typy, konstrukční prvky a rozměry);
GOST 14806-80 – norma pro obloukové svařování hliníku a jeho slitin o tloušťce 0,8 až 60 mm;
GOST 14776-79 je norma pro svařované elektrické nýtované spoje vyrobené svařováním v ochranných plynech a pod vrstvou tavidla.
Seznam norem používaných při spojování kovů svařováním je velký a použití konkrétní normy se určuje na základě použité metody svařování. Plynové svařované spoje nemají zvláštní normu. Norma GOST 16037-80 však upravuje použití svařování plynem na ocelových potrubích.
3. Alfanumerické označení švu podle normy pro typy a konstrukční prvky švů ve svarových spojích.
Možná písmena se zadávají podle prvního písmene typu spoje: S, T, N, U. Za písmeno je třeba vložit číslo (sériové číslo švu v normě), označující konstrukční prvky pro přípravu hrany, které se mají svařovat, a specifické podmínky pro zhotovení svarového spoje. Takže například C1. C37 atd. Existují pouze dva typy přeplátovaných spojů: H1 – spoj je svařen na jedné straně vyznačené na výkresu, H2 – přeplátovaný svarový spoj je svařován na obou stranách. Míru překrytí prvků upravuje norma.
4. Symbol způsobu svařování podle normy pro typy a konstrukční prvky svarových spojů.
Tato poloha nemusí být uvedena, pokud je z normy zřejmé, jaký způsob svařování se používá. GOST 5264-80 – norma pro svary a spoje provedené ručním obloukovým svařováním obalenými elektrodami, nevyžaduje další označení. GOST 14771-76 neuvádí konkrétní metodu svařování, protože svařování v prostředí ochranného plynu zahrnuje více metod: IN – v inertním plynu s nestavitelnou elektrodou, INP – v inertním plynu s nestavitelnou elektrodou za použití přídavného materiálu, UP – stavnou elektrodou v prostředí oxidu uhličitého , IP – s odtavnou elektrodou v prostředí inertního plynu. Proto je v tomto případě nutné uvést způsob svařování. Normy, které vyžadují doplnění metody svařování: GOST 8713-79 (ve znění novely z roku 1993), GOST 14776-79, GOST 16037-80 (ve znění novely z roku 1991) atd.
5. U koutových svarů se rameno švu umístí do této polohy, např. 14 mm.
6. U přerušovaných švů je uvedena délka svarové plochy, u elektrických nýtovaných a bodových spojů je uveden vypočtený průměr svarového bodu, u švů provedených válečkovým svařováním – šířka švu, mm.
7. Uvádí se typ nespojitosti spoje a rozteč švů: / – spoj s řetězovým uspořádáním švů; Z – spojení s odstupňovaným uspořádáním svarů. Stojí za to věnovat pozornost velikosti kroků. Rozteč je vzdálenost od začátku švu k začátku dalšího švu a ne vzdálenost mezi svařovanými oblastmi (tento význam je často součástí této velikosti), tj. označení 100 / 100 nelze nikdy položit. Za zamyšlení stojí i vhodnost následujícího označení 150 / 160. Při zhotovování svarového spoje bude mnohem pohodlnější a rychlejší svařovat šev na jeden průchod (od začátku do konce spoje), než přenášet značky pro výrobu přerušované švy. Podobně při vytváření svarového spoje s přesazenými švy byste měli zvážit potřebu provést spojení s uvedenými parametry 150 Z 130.
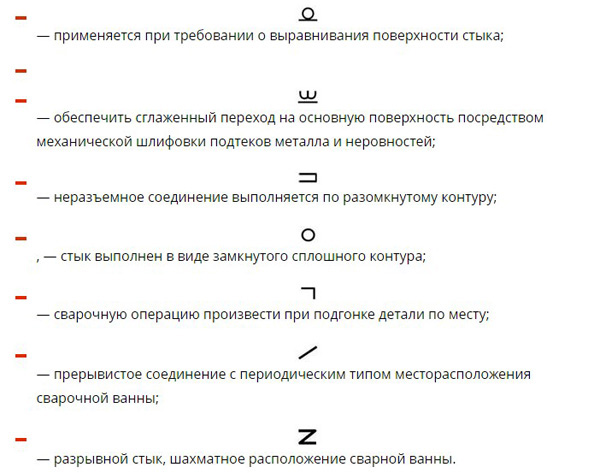
8. Ukaž pomocné znaky:

– odstranit vyztužení svaru;

– zpracovat prověšení a nerovnosti švu s plynulým přechodem k základnímu kovu;

– čistota povrchové úpravy svaru;

– šev podél otevřené čáry (označení se používá, pokud je z výkresu zřejmé umístění švu).
9. Ukažte pomocné značky vztahující se k rubové straně svaru (od kořenové strany):
– odstranit vyztužení svaru;
– čistota povrchové úpravy svaru;
– zpracovat prověšení a nerovnosti švu s plynulým přechodem k základnímu kovu.
Pokud jsou naznačené značky umístěny pod vodicí čarou, pak se vztahují k rubové straně švu.
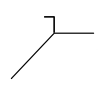
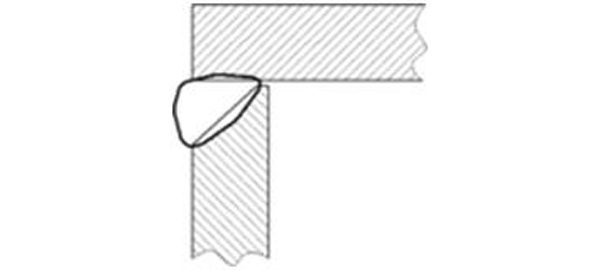
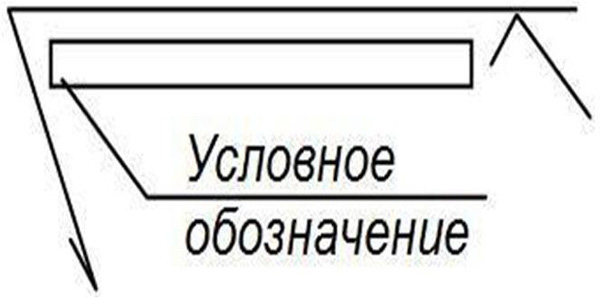
Existují případy, kdy je svar viditelný, ale musí být proveden z neviditelné strany a hlavní nápis označení svaru je napsán pod vodicí čárou (obr. 2).
Aby se výkres lépe četl, používá se při označování svarů a spojů řada zjednodušení.
Při použití jedné metody svařování a formy přípravy hran podle jedné normy při výrobě svařované konstrukce je povoleno nezahrnout normu do struktury symbolu pro hlavní typy, konstrukční prvky a rozměry švů. V tomto případě je norma svařování uvedena na výkresu v technických požadavcích na výrobu této konstrukce. Například svařování se provádí v souladu s GOST 5264-80 s elektrodami typu E-50A.
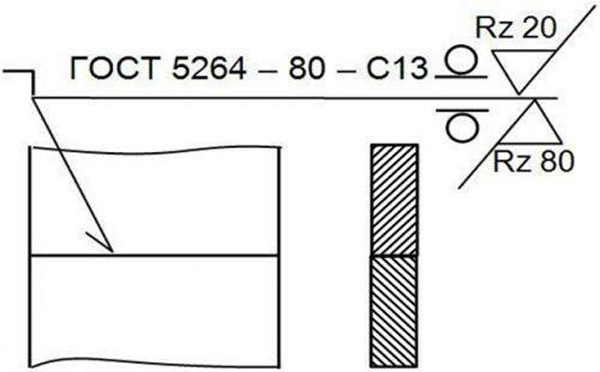
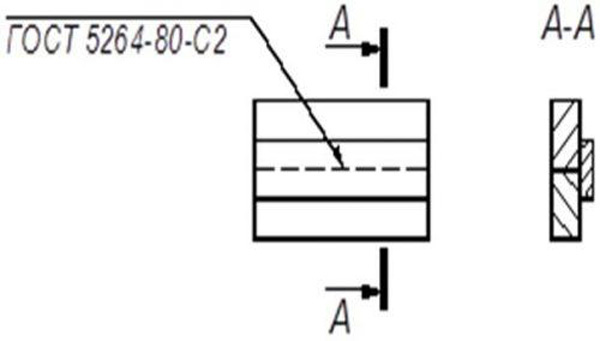
Může nastat situace, kdy je mnoho stejných svarů a označení každého švu ruší kresbu. Poté se svary seskupí a provede se kompletní označení jednoho svaru. Na nakloněné čáře police je uveden počet identických švů a číslo skupiny švů (obr. 3, a). Na zbývajících švech jsou nakresleny vodicí čáry (obr. 3, b).

Rýže. 2. Označení svaru provedeného z neviditelné strany
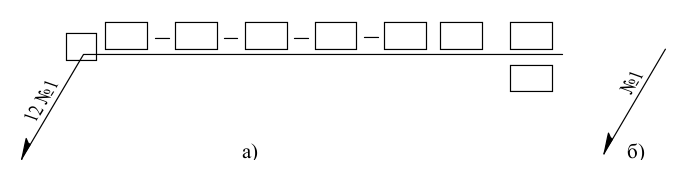
Rýže. 3. Označení identických švů:
a – označení jednoho švu, b – označení následných švů
Je na ně aplikováno sériové číslo švu. Pokud se v následujících svarových spojích změní svarová norma, použije se jiná příprava hrany atd., vytvoří se další skupina svarových spojů. Sériové číslo skupiny neudává pořadí svařování nebo montáže svařovaných prvků konstrukce. Toto pořadí lze nalézt pouze v technologické dokumentaci.
Pokud jsou všechny švy stejné a jsou zobrazeny na stejné straně (přední nebo zadní), není švům přiřazeno pořadové číslo a švy, které nemají označení, jsou označeny odkazovými čarami.
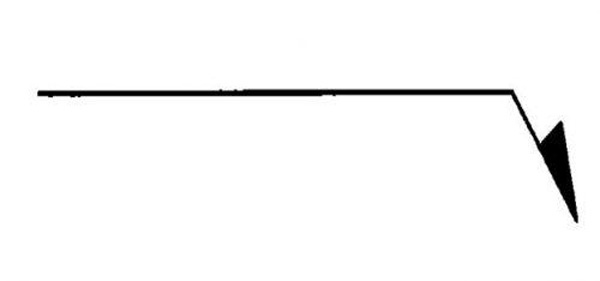
Je zobrazen nestandardní svar s uvedením rozměrů konstrukčních prvků potřebných k jeho realizaci a hranice švu jsou nakresleny plnými čarami a konstrukční prvky okrajů v hranicích švu jsou nakresleny plnými tenkými čarami. (obr. 4). V technických požadavcích musí být uveden způsob svařování. Například ruční obloukové svařování obalenými elektrodami typu E-46A.
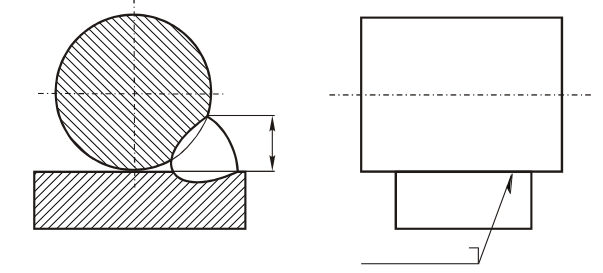
Rýže. 4. Označení nestandardního svaru
Jednou z oblastí technického textu je identifikace svarů na výkresech. Nyní vám řekneme, jak správně provést označení svařování podle GOST.
Technická dokumentace je jakousi knihou pro projektanty, projektanty, inženýry, řemeslníky a dělníky. Je sestaven (psán) podle určitých pravidel a požadavků. To je nutné pro správné pochopení prezentovaných informací. Jednou z oblastí technického textu je identifikace svarů na výkresech.
Co je to svařovaný spoj
Proces svařování je technologická operace vytváření monolitického spoje. Oblast, kde se materiál spojovaných dílů roztavil a ztuhl, se nazývá svar.
druhy
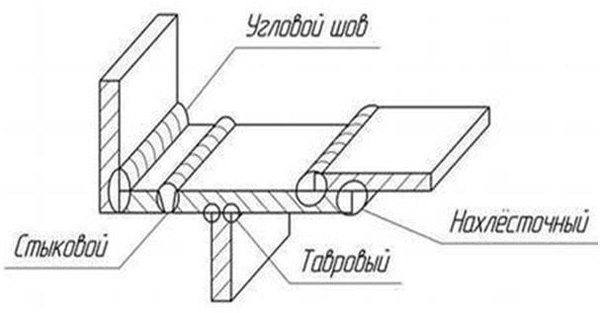
Svarový spoj se dělí na:
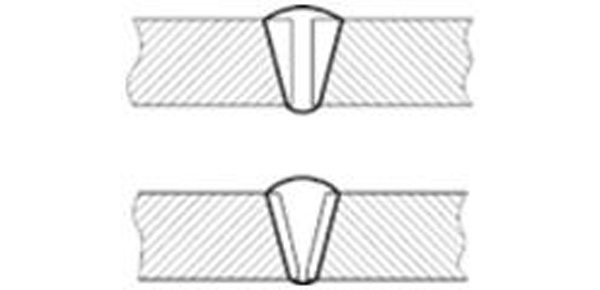
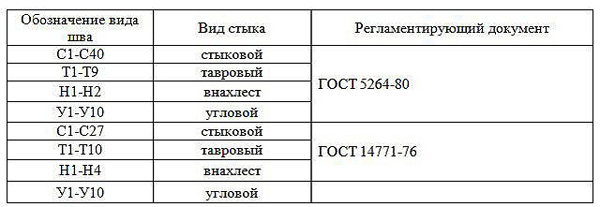
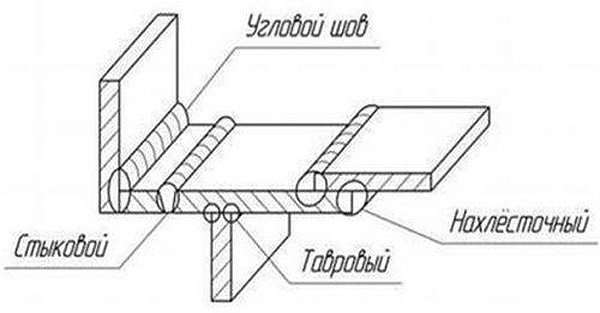
– Zadek. Spojení je vytvořeno podél koncových ploch dílů. Provádí se s nebo bez opracování hran. Označení “C”.
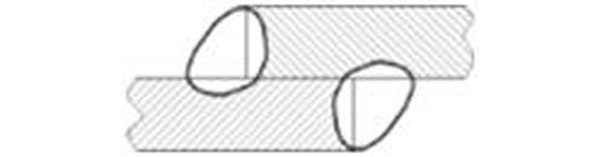
– Překrývající se. Roviny dílů jsou vzájemně rovnoběžné a částečně se překrývají. Označení “N”.
– Tavrovy. Konec dílu přiléhá pod úhlem k rovině jiného dílu. Šev je umístěn podél spoje. Označení “T”.
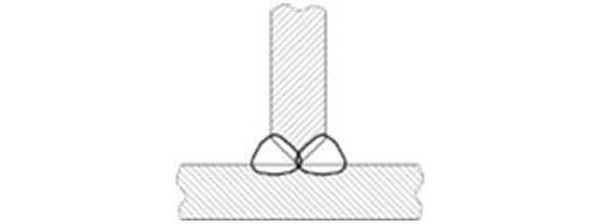
– Roh. Hlavní roviny spojovaných dílů v zóně svařování jsou umístěny pod úhlem vůči sobě. Označení “U”.
– Konec. Polotovar se přitlačí k bočním plochám. Šev je vytvořen natavením kovu na konce výrobků.

- Jednostranný. Nanášení se provádí na jedné straně spoje (spoje).
- Bilaterální. Zpracování probíhá na obou stranách.
Nutnost označení svařování
Jakákoli konstrukce se skládá z jednotlivých částí (sestav), které jsou navzájem spojeny tak či onak. Jedním z nich je svařování. Spoj má své vlastní vlastnosti, které ovlivňují výkon výrobku jako celku. Označení svařování na výkrese je vysvětlením způsobu spojování, tvaru švu a jeho geometrických parametrů, způsobu provedení a dalších doplňujících informací.
Kompetentní inženýr získá další informace: o síle – je spojení nepřetržité nebo přerušované; navíc se v zóně svaru tvoří tepelná napětí; o velikosti a tvaru uloženého kovu; těsnost spojů; doba připojení – před instalací nebo během jejího procesu a další.
Vysvětlení technické zkratky
Studium označení svarového švu na výkresu lze provést dvěma způsoby: a) začít se základy – čtením odborné literatury, včetně GOST (analogové – studium písmen v ABC); b) jděte z opačného směru, tedy začněte zvažováním příkladů, jak je na výkresech naznačeno svařování, s postupným prohlubováním vašich znalostí.
Příklady
Označení svarového spoje je regulováno ESKD. Zahrnuje: GOST 2.312-72; GOST 5264-80; GOST 14771-76.
Příklad 1.

Podle GOST je svařovaný spoj v technické dokumentaci označen rozšířenou šipkou:
Umístění nápisu nad šipkou, pod ní nebo na obou stranách označuje umístění spojení: z přední strany dílu; z rubu (neviditelný spoj); oboustranné zpracování.
Nápis a šipka označují zadní (uzavřenou) nebo přední část, resp.
Příklad 2.
— Vyrobeno na jedné straně, se zakřiveným okrajem, otevřenou smyčkou, podle norem GOST 5264-80, svařování elektrickým obloukem.
Příklad 3.
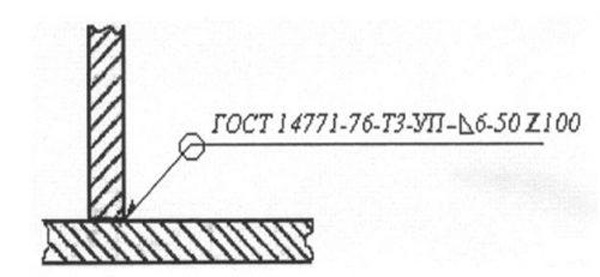
Svarový spoj pod úhlem
- spojení je provedeno podél spojité linie ve formě prstence;
- GOST 17771-76 – svařování v oblaku plynu;
- T3 – T-spoj se zpracováním na každé straně;
- nedochází k ořezávání hran;
- UP – plynný oxid uhelnatý, roztavená elektroda;
- 6 — velikost ramene svarového spoje je 6 mm;
- Periodické provedení se svařovaným průběžným průřezem 50mm v šachovnicovém vzoru (Z), rozteč 100mm.
Značky jsou obvykle nakresleny nad (pod) policí šipky rozšíření:
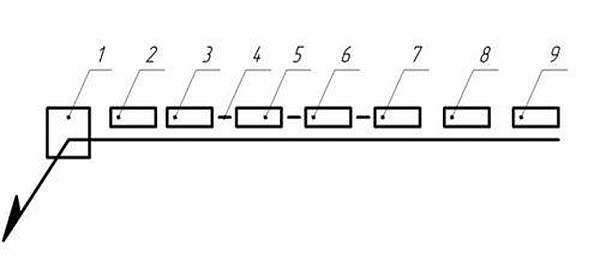
) dodatečné označení podmínek instalace, uzavřený šev;
– položka 2 – GOST, norma pro vzhled, návrh části spojovacího prvku;
— poz. 3 — označení písmeny a číslicemi podle regulační dokumentace;
– poz. 4 – pomlčka;
– položka 5 – možnosti pro svarové spoje (ruční elektrický oblouk – P, na automatickém zařízení – A, mechanický s tavidlem – P, v prostředí inertního plynu – P3, elektrostruska – Sh) nemusí být uvedeny;
— poz.6 — , rozměry nohy v mm;
— poz. 7 — hodnota přerušovaného spojení v mm;
— poz.8 — doplňkové značky, vyj
— poz.9 — ukazatel čistoty povrchu svaru dle Rz při jeho obrábění.
Použité pomocné značky
Označení svařování (výňatky z regulační dokumentace) pro různé způsoby provozu (ruční elektrický oblouk, argon) jsou shrnuty v tabulce:
Metody výroby svařovacího švu se odrážejí v GOST: A – automatické spojování s tavidlem v nepřítomnosti podšívky, polštáře, bez předběžného švu; Af – automatické svařování pomocí tavidla a podložky na jeho základě; IN – dokování se provádí pomocí žárovzdorné elektrody z wolframové slitiny v oblaku plynů bez přidání dalšího materiálu; INp – dokování se provádí wolframovou elektrodou v oblaku inertních plynů s přídavkem přídavného materiálu; IP – použití tavící elektrody v oblaku plynů; UP je spojení v prostředí oxidu uhelnatého přes tavící se elektrodu.
Obecně platí, že dešifrování a čtení označení svarů v dokumentaci je téměř stejné jako naučit se číst ABC nebo Primer. Je nutné si zapamatovat regulační dokumenty (GOST) a správně dešifrovat symboly zobrazené na výkresech.