Chyby při pájení polypropylenových trubek: teplota, vlhkost, nečistoty
Ze strany se zdá, že při svařování polypropylenových trubek není nic zvlášť obtížného: ohřívat, připojit, chladit – je to připraveno. V praxi se však ukazuje, že v tomto případě existuje mnoho důležitých bodů, které ovlivňují kvalitu připojení potrubí a tvarovek. Zanedbání těchto nuancí vede k různým nedostatkům, které způsobují ucpání, netěsnosti potrubí a další problémy. Na některé chyby se přijde až pár měsíců po zahájení provozu ropovodu, kdy už jsou nešťastní mistři pryč.
Trochu o procesu pájení
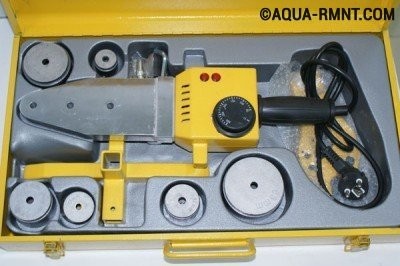
Pro svařování trubek a tvarovek z polypropylenu se nejčastěji používá metoda tepelné polyfúze. Jeho podstatou je zahřát svařované díly na určitou teplotu a rychle je spojit. K ohřevu dílů se používá speciální zařízení, lidově označované jako „páječka“. Proces pájení plastových trubek je jasně uveden ve videu:
Jaké typy polypropylenových trubek existují a jak správně pájet a spojovat, přečtěte si náš další článek: https://aqua-rmnt.com/uchebnik/truby/rabota-s-polipropilenovymi-trubami.html.
Někteří výrobci ohřívačů pro pájení plastových trubek instalují dvě topná tělesa na jedno zařízení najednou. (To je typické pro levné modely čínské a turecké výroby). Pro každý z nich je k dispozici samostatný spínač a výkon každého takového prvku stačí k ohřevu trubek a tvarovek určitého průměru. Nepoužívejte dvě topná tělesa současně, aby nedošlo k přehřátí plastu, přetížení sítě a nespotřebování přebytečné elektřiny. Druhý ohřívač by měl být použit jako náhradní, nezbytný v případě poruchy prvního.
Pokud je svařovací zařízení vybaveno dvěma topnými okruhy, lze je na začátku práce zapnout současně, aby se nástroj rychleji zahřál. Poté by měl být jeden z okruhů vypnut.
Použití zařízení pro svařování trubek vyrobených z polypropylenu nevyžaduje speciální dovednosti. Začínající instalátoři by si však měli před zahájením práce trochu procvičit.
Zahřátý materiál trubky si po určitou (velmi krátkou) dobu zachovává plasticitu. V těchto sekundách je potřeba spojit prvky a opravit spojení a zároveň eliminovat zkreslení. Teprve na konci fáze „fixace“, kdy materiál ztratil svou elasticitu, lze připojené trubky položit na stůl.
Optimální teplota pro ohřev polypropylenových trubek je považována za teplotu 260 stupňů. Během procesu ohřevu je nutné dostatečně silně zahřát materiál potrubí, aby bylo zajištěno spolehlivé spojení. V tomto případě se potrubí nesmí přehřívat, aby neztratilo svůj tvar. K tomu byste měli sledovat dobu ohřevu. V závislosti na průměru trubek to může být:
- 8-9 sekund pro trubky o průměru 20 mm;
- 9-10 sekund pro trubky o průměru 25 mm;
- 10-12 sekund pro trubky o průměru 32 mm atd.
Pokud se potrubí nezahřeje na požadovanou teplotu, bude spoj příliš slabý a časem se tam vytvoří netěsnost. Přehřátí potrubí může vést k prověšení a snížení jeho propustnosti.

V tabulce je uveden odhadovaný čas svařování pro polypropylenové trubky v závislosti na jejich průměru. Tyto lhůty byste neměli porušovat, abyste nezkazili práci
Existují modely zařízení pro pájení polypropylenových trubek s nebo bez knoflíku pro nastavení teploty. Možnost měnit teplotu byla diktována spíše marketingovými úvahami výrobce než praktickou nutností. Profesionálové doporučují správně nastavit teplotu (260 stupňů) a v budoucnu ji neměnit, zaměřit se na dobu ohřevu. Proto jsou staré modely “páječek”, ve kterých není regulátor teploty ohřevu, docela vhodné pro vysoce kvalitní svařování polypropylenových trubek.
Trubky jsou zahřáté a připojené, nyní je důležité je pořádně ochladit. Dokončení „fixační“ fáze trvá stejně dlouho jako zahřátí. Nezkušení mistři spěchají, zastavte proces před těmito několika sekundami, což způsobuje deformaci spoje. Nemyslete si, že stopky jsou pro práci s polypropylenovými trubkami nepostradatelné. Zkušení řemeslníci počítají dobu ohřevu-chlazení automaticky, bez jakýchkoliv přístrojů.
Rozsah chyb při svařování polypropylenových trubek je poměrně rozsáhlý. Nejčastěji je to:
- Kontaminace na křižovatce prvků
- Malé množství vody, které se dostalo do kontaktu s materiálem během procesu svařování
- Dlouhodobé polohování potrubních dílů
- Použití nevhodného nebo nekvalitního materiálu
- Nedodržení instalačních pravidel atd.
Těmto chybám se není těžké vyhnout, je-li při svařování dodržována přesnost, opatrnost a vysoká odborná úroveň pracovníků.
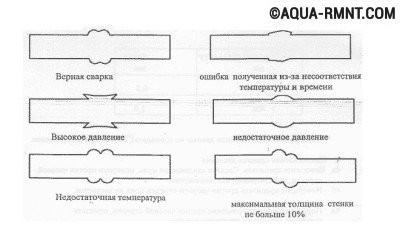
Obrázek schematicky znázorňuje vzhled správného a nesprávného svařování na tupo polypropylenových trubek. Aby se zabránilo takovým chybám, je nutné dodržovat technologii instalace
Chyba č. 1 – špína a voda na připojených prvcích
Profesionální instalační technik musí před zahájením práce otřít všechny díly, které mají být svařovány, aby se odstranila možná kontaminace. Měli byste také věnovat pozornost stavu podlahy v místnosti, kde se provádí svařování, protože trubky jsou položeny na podlaze a znovu se na ně dostane nečistota. Při demontáži vadného potrubí není neobvyklé najít zřetelnou čáru nečistot po celé délce spoje.
Zbytek vody v potrubí může být pro připojení fatální. Několik kapek se v procesu zahřívání změní na páru, materiál se deformuje a ztrácí pevnost. K odstranění vody z trubky stačí naplnit ji solí nebo dovnitř vtlačit zmačkanou strouhanku. Na konci práce by měla být trubka samozřejmě důkladně opláchnuta. Spojení s takovými vadami může zůstat stabilní i při tlakové zkoušce, ale po nějaké době (někdy to může trvat celý rok) se netěsnost určitě objeví. K podobné chybě dochází při svařování stabilizovaných trubek při neopatrném odstranění fólie z mezivrstvy. I malý kousek fólie na křižovatce výrazně zhorší kvalitu instalace.
Čisté by měly být nejen trubky, ale i páječka. Velitel by měl okamžitě odstranit částice roztaveného polypropylenu ze všech prvků svého nástroje, jinak spadnou na další potrubí.
Chyba #2 – Špatné umístění
Poté, co jsou obě zahřívané části potrubí spojeny, má master jen několik sekund na to, aby je dal správně k sobě. Čím kratší toto období, tím lépe. Při překročení časového limitu se deformace stane nevratnou a pevnost spoje se sníží.
Nezkušení řemeslníci se někdy snaží okamžitě odstranit rozstřiky, které se objevily během procesu svařování. Neměli byste to dělat, protože nechlazený spoj v tomto okamžiku může být snadno deformován. Po vychladnutí spoje odstraňte šneky. A je ještě lepší nepřehřívat potrubí, pak se postříkání prostě neobjeví.
Chyba č. 3 – špatně zvolený materiál
Pokud jsou pro instalaci vybrány levné polypropylenové trubky nízké kvality, ani ta nejšikovnější instalace neochrání majitele domu před rozbitím. Nejlepší je nakupovat trubky a tvarovky od stejného spolehlivého dodavatele, vybrat si dobrou firmu atd. Lakomec platí dvakrát.
Dalším problémem tohoto druhu je pokus o spojení dvou vysoce kvalitních trubek od různých výrobců. Chemické složení takových prvků se může lišit, proto se takové trubky budou při zahřívání chovat jinak. Za takových podmínek je téměř nemožné dosáhnout spolehlivého spojení.

Vizuální výsledek nesprávného pájení polypropylenových trubek v řezu. Použití nekvalitního materiálu a nedodržení doby „fixační“ fáze vedlo k deformaci spoje
Chyba č. 4 – zanedbání pravidel instalace
Špatná kvalita svařování polypropylenových trubek je způsobena různými chybami při spojování tvarovky a trubky. Pokud například trubka není zcela zasunuta do tvarovky, vznikne mezi jejím okrajem a vnitřním dorazem tvarovky mezera. Výsledkem je místo, kde je vnitřní průměr větší a tloušťka stěny menší, než bylo plánováno. Návrhový provozní tlak pro tuto sekci nebude dostatečně vysoký, běžné zatížení zde může být nadměrné, což má za následek netěsnost.
Rovněž je nepřijatelné použití nadměrné síly při zasouvání ohřátého konce trubky do tvarovky. V tomto případě může uvnitř vzniknout výrazný slum. V důsledku toho bude propustnost potrubí nižší než vypočtené hodnoty, což nepříznivě ovlivní provoz potrubí.
Přečtěte si také náš další článek, který poskytuje pokyny pro instalaci topného systému pomocí polypropylenových trubek: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Někdy je příčinou porušení obyčejná lidská lenost nebo nedbalost. Například armatura poškozená při pájení trubek musí být zcela jistě vyměněna za novou. Pokud potřebná část nebyla po ruce, nedbalí řemeslníci jednoduše připájejí tvarovku konec ke konci s trubkou. Nějakou dobu takové spojení vydrží, ale postupem času bude třeba stále řešit problém s únikem.
Znalecký posudek
Viktor Kaploukhiy
Díky svým pestrým koníčkům píšu na různá témata, ale nejraději mám strojírenství, technologie a stavebnictví.
Kvalita pájeného spoje velmi často přímo závisí na vhodnosti a stavu pracovního nástroje. Proto je nejlepší stříhat polypropylenové trubky nůžkami speciálně určenými pro tento účel. Musí být dobře nabroušené, jinak se materiál při řezání zvrásní a zdeformuje. Následně se to projeví neschopností rychle spojit díly po zahřátí. Řez musí být rovnoměrný, pod úhlem 90 stupňů, jinak při spojování budou konce trubek orientovány v různých rovinách. Následně se takové nedopatření projeví v podobě nevzhledného zakřiveného úseku. A pokud se stále můžete nějak smířit s nedostatkem estetiky, pak nemožnost položit větev ve stroboskopu lze odstranit pouze úplnou změnou uzlu.
Po nařezání polotovarů je třeba vnitřní a vnější okraje řezu pečlivě očistit škrabkou. Samozřejmě, že při absenci správného nástroje můžete také použít improvizované prostředky, například pilu, ale při jejím použití se polypropylen nevyhnutelně roztaví. Na polotovarech bude nutné zkosit, což bude vyžadovat další vynaložení času a úsilí.
Závěrem chci připomenout, že lví podíl vad se objevuje po svařování prováděném na váze. Výjimkou jsou pouze případy, které se vyskytují na zvláště obtížných, zakřivených úsecích dálnice nebo po dokončení instalace samostatné větve. Pájecí (svařovací) stroj musí mít dostatečně stabilní stojan, aby se agregát během provozu nepřevrátil.


Pájení polypropylenových trubek vyžaduje dodržování řady pravidel a technologií, ale i zkušení řemeslníci někdy dělají chyby. Je to dáno především nepozorností a také přílišným sebevědomím s tím, že už jsem mistr sté kategorie a nemám s tím nic společného.
Ve skutečnosti přebytečné sebevědomí jen škodí. Po prvním startu ohřevu se ukáže, že pájený spoj netěsnil a vše se musí předělat. Mnoho lidí jistě ví, že aby pájený spoj vytekl, je potřeba se ještě tolik snažit.
Chyby při pájení polypropylenových trubek, které dělají i zkušení lidé
Zde jsou některé z nich:
- Nesprávná příprava potrubí
Nedostatečné čištění. Před pájením musí být trubky a tvarovky důkladně očištěny od prachu, nečistot a mastnoty. Zbývající nečistoty mohou snížit přilnavost a vést k nekvalitním spojům.

Neúplné odstranění hliníkové vrstvy. U vyztužených trubek (stabilizovaných) je nutné před pájením odstranit vrchní vrstvu hliníku. Pokud tak neučiníte, spojení bude nespolehlivé.
- Nesprávné parametry pájení
Přehřívání nebo přehřívání. Je velmi důležité dodržovat výrobcem doporučenou dobu ohřevu a parametry teploty. Nedostatečné zahřátí potrubí povede ke slabému spojení a přehřátí povede k deformaci a ztrátě pevnosti potrubí.

Nedodržení doby ohřevu. Doba ohřevu musí přesně odpovídat pokynům výrobce. Nedostatečná doba ohřevu povede k neúplnému spojení materiálů a nadměrné zahřátí povede k destrukci plastové struktury.
- Nesprávné spojení dílů
Nepřesné zasunutí trubky do tvarovky. Je důležité pečlivě zasunout trubku do tvarovky, aby nedošlo k deformaci a nerovnoměrnému zasunutí. Jakákoli odchylka může v budoucnu vést k uvolnění spojení a netěsnostem.
Nadměrná síla při vkládání trubky. Příliš silné lisování může poškodit plast a deformovat spojení, což sníží jeho spolehlivost. Tím se také zúží vnitřní průměr potrubí, což povede ke snížení tlaku vody nebo chladicí kapaliny.
Nesoulad v průměrech trubek a tvarovek
Použití nevhodných velikostí. Trubky a tvarovky se musí velikostí přesně shodovat. I malé odchylky mohou vést ke špatnému kontaktu a netěsnostem.

Právě z tohoto důvodu je vhodné nakupovat trubky a tvarovky od jednoho výrobce.
- Ignorování chlazení
Předčasné vykořisťování. Po pájení je třeba dát spoji dostatek času na úplné vychladnutí a vytvrzení. Včasné zapnutí vodovodního řádu může vést k prasknutí přípojky, která ještě dostatečně nevychladla.
- Porušení pravidel skladování a přepravy
Skladování při nízkých teplotách. Polypropylenové trubky a tvarovky jsou citlivé na nízké teploty. Nelze je skladovat a přepravovat při velmi nízkých teplotách, jinak se materiál stane křehkým a náchylným k poškození.
- Špatný výběr nástrojů
Použití nekvalitního pájecího stroje. Nekvalitní nástroj může vytvářet nestabilní teplotu, což povede k podhřátí nebo přehřátí potrubí.

Použití nesprávného nože k řezání. Použití tupých nebo nevhodných nožů bude mít za následek nerovnoměrné řezy a poškození potrubí.
- Nedostatek kontroly kvality
Nedostatek kontroly připojení. Po dokončení pájení je důležité provést vizuální kontrolu a tlakovou zkoušku systému. To vám umožní identifikovat možné závady a odstranit je před uvedením systému do provozu.
Při dodržování výše uvedených doporučení a vyvarování se běžných chyb můžete dosáhnout vysoce kvalitního a spolehlivého spojení polypropylenových trubek.