Argonové svařování TIG – revize technologie a zařízení
TIG svařování – jedna z univerzálních metod, tzn. Je možné pracovat s různými materiály. Tímto způsobem svařování je dosaženo ideální kvality svarového švu. Pro použití typu svařování TIG plynný argon (plyn, který chrání roztavený kov před vlivy prostředí). Provádí se svářečské práce nekonzumovatelné wolframové elektrody.

Druhy svařování TIG:
- TIG svařování (znamená Wolfram Inert Gas). Kvůli wolframu, materiálu často používanému pro elektrody;
- Wolframový inertní plyn (TIG svařování).
Argonové svařování TIG je ve srovnání s obloukovým svařováním SAW, MIG nebo MMA poměrně pomalou metodou, ale právě to zajišťuje vysokou kvalitu práce.
Svařování TIG kompatibilní s vysoce výkonným svařováním MIG/MAG
Jsou situace, kdy je nutné kombinovat více metod. Například pro spojování námořních trubek typ svařování TIG provádí kořenový svar, zatímco MIG vyplňuje svarovou drážku. Kombinují různé metody pro lepší kvalitu švů a rychlost práce..

Již jsme vám řekli, že pro tuto metodu se používá wolfram a argon. proč oni?
Použití wolframu je tedy vysvětleno jeho vynikajícími elektrickými vlastnostmi a zvýšeným bodem tání. Argon se však používá k ochraně svařovacího oblouku, elektrody a lázně před vlivy prostředí.
Výhody metody svařování TIG
Abychom pochopili, co znamená svařování TIG, je nutné pochopit princip fungování a jeho různé výhody.
Princip činnosti spočívá v přívodu plynu přes hořák s mřížkou, po kterém je po 1 sekundě přivedeno napětí. K čemu to je, ptáte se? A to vše tak, aby proces probíhal za podmínek ochranného plynu dodávaného pod tlakem, který zabrání oxidaci dílů.

К výhody svařování TIG může zahrnovat následující:
- Práce s tenkými kovy;
- Provoz ve dvou režimech: stejnosměrný proud DC a střídavý proud AC;
- Bezpečnost práce díky nehořlavým plynům;
- Získání dokonalého švu;
- Elektrody lze po naostření znovu použít;
- Pro lepší zapálení oblouku je k dispozici oscilátor;
- Během provozu nedochází k žádnému rozstřikování.
Nevýhody metody svařování TIG
Jako každá jiná metoda má argonové svařování TIG své nevýhody:
- Produktivita – na rozdíl od jiných metod je rychlost svařování TIG nižší;
- Zkušenosti svářeče musí být vysoké;
- Abyste se vyhnuli vysoké spotřebě plynu, musíte pracovat v uzavřených místnostech;
- malá pohyblivost;
- Svařovací drát musí být podáván ručně;
- Je tam plynová láhev.

pro bezpečnost procesu pracovník musí používat ochranný oděv, legíny a jakoukoli ochrannou masku.
Na základě všeho výše uvedeného můžeme dojít k závěru: pokud je prioritou kvalita provedené práce spíše než rychlost, pak Metoda svařování TIG bude nejlepší!
přihláška
Již jsme mluvili o výhodách a nevýhodách metody TIG, nyní pojďme zjistit, kde se používá!
Typ svařování TIG se používá v následujících odvětvích:
- Průmyslový;
- Konstrukce;
- V běžném životě.

Metodou svařování tig můžete svařovat nejen kovy, ale také kombinovat různé druhy a jejich slitiny. Například oceli s vysokým obsahem uhlíku, nízkolegované, legované, konstrukční, pozinkované nebo nerezové; slitiny hliníku a titanu; mědi, bronzu nebo mosazi.
Drát musí být podobný chemickému složení materiálu, se kterým budete pracovat, to je velmi důležité! A aby byl šev těsný a čistý, je nutné dohlížet na čistotu wolframové elektrody a pravidelně ji brousit.
Technologie svařování TIG a pracovní metody
Než přistoupíte k výběru režimu, musíte připravit díly, které mají být svařeny, pro práci. Jsou očištěny od rzi, nečistot a barvy. I když se díl zdá vizuálně čistý, tento postup byste neměli zanedbávat.
Různé materiály mají různé chemické vlastnosti a také obrobky mají různou tloušťku a žáruvzdornost, proto je pro každý nutné zvolit vlastní režim zdroje pro provoz. Na tom bude záviset tavení kovu.
| Tloušťka kovu | Síla proudu | Průměr elektrody |
|---|---|---|
| 1 mm | 45-55 A | 1,5 mm |
| 2 mm | 80-90 A | 2 mm |
| 3 mm | 120-150 A | 3,2 mm |
| 4 mm | 170-190 A | 5 mm |
Jak vybrat typ proudu: stejnosměrný nebo střídavý?
- Zapnuto svařování TIG DC používá se na různé oceli, měď, titan.
- Metoda AC TIG svařování se používá pro hliníkové slitiny, protože časté přepólování ničí oxidový film, který pokrývá kov (jeho bod tání je 2000 stupňů Celsia, zatímco hliník se taví při teplotě 660 stupňů).

TIG svařovací zařízení
Svařovací práce TIG můžete provádět pomocí běžného invertoru s hořákem, který bude dodávat plyn. Existuje ale také specializované zařízení: invertor nebo svařovací usměrňovače.
Na základě toho, jaký kov bude podroben svařovacím procesům, se vybírají nástroje a spotřební materiál.
Společnost PROMOTECH v Rusku nabízí svařovací sloupy SAW/MIG-MAG — zařízení, které podporuje metodu svařování TIG. Katalog také představuje svařovací zařízení, které lze zakoupit s dodáním po celém Rusku nebo zemích SNS.
Máte-li jakékoli dotazy, zanechte žádost na webu nebo zavolejte na uvedená čísla a my odpovíme na všechny vaše dotazy.
Zásady používání souborů cookie Tato webová stránka používá soubory cookie, aby vám poskytla lepší uživatelskou zkušenost a pro statistické účely. Pokud cookies nezablokujete, souhlasíte s jejich používáním a ukládáním do paměti vašeho zařízení.
Přihlaste se k odběru newsletteru PROMOTECH -> Zavoláme vám zpět a řekneme vám více o vybavení PROMOTECH
Název TIG je zkratkou pro „Tungsten Inert Gas“ a v překladu znamená svařování wolframovou elektrodou pod ochranou inertního plynu (synonymum v němčině je WIG – Wolfram Inert Gas). Používá se pro spojování ocelových, hliníkových a jiných kovových polotovarů a dílů. V tomto článku vám řekneme podrobněji o procesu, vlastnostech a rozsahu použití tohoto typu svařování.
Jak a kdy TIG svařování vzniklo?
Vznik technologie TIG byl diktován potřebami kosmického a leteckého průmyslu – potřebovali jednoduchý a cenově dostupný způsob svařování neželezných kovů: hliníku, hořčíku. V roce 1941 americký vědec-inženýr Russell Meredith vyvinul a patentoval konstrukci hořáku a svařovací proces Heli-Arc – svařování wolframovou elektrodou v ochranném plynu helia. Tato technologie byla poprvé použita k vytvoření letounu Northrop XP-79, který měl celosvařovanou hořčíkovou konstrukci namísto obvyklých nýtovaných hliníkových plechů té doby.

Od 1950. let XNUMX. století je tento typ kovového spojení široce používán v průmyslu, zejména v letectví a vojenství. Později bylo helium nahrazeno argonem, protože má lepší ochranné vlastnosti a je levnější.
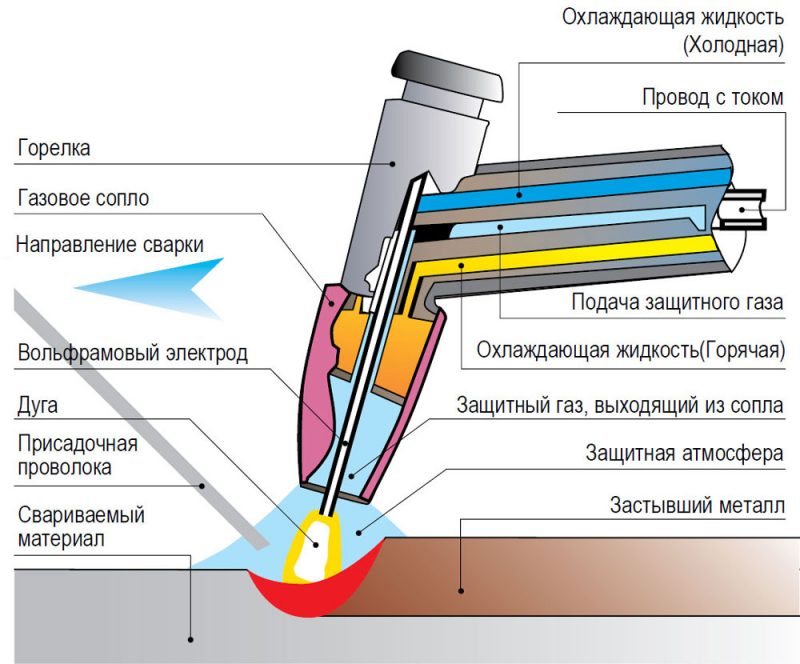
Jak funguje proces svařování
Při svařování vzniká mezi obrobkem a elektrodou silný elektrický oblouk, který ohřívá a taví kov. Při pohybu oblouku tekutý kov tuhne, krystalizuje a vzniká svar. Celá svařovací oblast včetně elektrody, oblouku a roztaveného kovu je izolována od okolí proudem chemicky neaktivního plynu (argon, helium nebo jiné směsi). Protože jsou tyto plyny těžší než kyslík, jsou jeho molekuly vytlačovány z pracovní oblasti. Kyslík ze vzduchu se tedy nemůže dostat na kov a oxidovat jej, a proto nezasahuje do procesu a nekazí šev.
Ke svařování může dojít roztavením okrajů spojovaných dílů, ale nejčastěji další přídavný drát ve formě tyčí pomáhá vytvořit šev. Materiál tyče musí odpovídat materiálu svařovaných dílů, např. při svařování hliníku se používá drát z hliníku nebo jeho slitiny. Drát je přiváděn ze strany protilehlé k hořáku a neprochází jím žádný proud. Také pomocí výplňové tyče mohou být do švu zavedeny další legující prvky.

Při práci s většinou kovů (ocel, měď, titan) potřebujete stejnosměrný proud. U hliníku a hořčíku se střídavý proud používá ke zničení oxidového filmu, který se na těchto kovech nevyhnutelně tvoří. Proto je v názvu svařovacího stroje kromě označení typu svařování – TIG, typ proudu, který provozuje: stejnosměrný – DC (Direct Current) nebo střídavý / konstantní – AC / DC (Alternating Current / Direct Proud).
Jaké kovy lze svařovat metodou TIG?
Metoda svařování TIG je vhodná pro téměř všechny kovy a slitiny: vysoce legované, nerezové a duplexní oceli, hliník, měď, nikl, titan atd. Můžete dokonce spojovat dva různé kovy, vytvářet zakřivené švy složitých tvarů a svařovat tvrdě – dosažitelná místa.
Zařízení pro argonové obloukové svařování je žádané pro práci s hliníkem. Vaření hliníku je obtížnější než železo. Při kontaktu s kyslíkem se na kovovém povrchu okamžitě vytvoří tenký oxidový film, jehož bod tání je několikanásobně vyšší než u čistého hliníku. Při svařování TIG argon vytlačuje kyslík, čímž zabraňuje oxidaci hliníku.
Vlastnosti této technologie také usnadňují svařování jakýchkoli tenkostěnných obrobků a malých dílů. Argonové obloukové svařování poskytuje vysokou čistotu naneseného kovu a hladké švy s plynulým přechodem k povrchům dílů.

Resanta SAI-250 AD AC/DC
- Výkon, W 900
- Min/Max proud, A 150/250
- Maximální průměr elektrody, mm 5

Resanta SAI-200AD
- Stupeň ochrany IP21S
- Min/Max proud, A 15/200
- Maximální průměr elektrody, mm 4
Jak se TIG svařování liší od MIG/MAG a MMA
Hlavním rozdílem mezi TIG svařováním a ostatními typy je použití nekonzumovatelné wolframové elektrody. Při ručním obloukovém svařování MMA (Manual Metal Arc) se místo toho používají obalené kusové spotřební elektrody. Při poloautomatickém svařování v prostředí inertního/aktivního plynu, MIG/MAG (Metal Inert/Active Gas), působí tenký drát kontinuálně přiváděný z cívky jako elektroda.
TIG svařování umožňuje spojovat téměř všechny kovy a slitiny, včetně žáruvzdorných a nepodobných, jako je ocel a hliník. Jasný výhled na svarovou lázeň a oblouk zlepšuje přesnost práce.
Na rozdíl od MMA svařování TIG nerozstřikuje kov, netvoří strusku a nejsou zde žádné struskové vměstky. To má pozitivní vliv na pevnost a životnost spojů. Tato technologie umožňuje vytvářet vysoce kvalitní, utěsněné švy, které nevyžadují konečnou úpravu a vydrží velké zatížení.

Příjemným rozdílem oproti MIG/MAG je absence kouře, jisker a sazí. V každém případě však budete muset obrobky důkladně očistit od oleje, vlhkosti, prachu a dalších nečistot. Nedostatečná příprava povrchu může výrazně ovlivnit kvalitu švu, takže je nerovný a slabý.
Která průmyslová odvětví používají svařování TIG?
Potravinářský, chemický, tepelný průmysl, rafinace ropy, letecký a kosmický průmysl se neobejdou bez svařování TIG – kde je důležitá vysoká přesnost a pevnost spojů. Slouží k vytváření velkých nádrží, potrubí, plechových konstrukcí, naložených celků a mnoho dalšího.
Ve velkých průmyslových odvětvích je svařovací proces nejčastěji mechanizován – nikoli ručním pohybem hořáku a tyče, ale pomocí automatických systémů. Speciální zařízení může dodávat přídavný materiál nebo kompletně provádět celý proces svařování. Ovládání může být prováděno na dálku osobou nebo zcela roboticky.
Na čerpacích stanicích se TIG svařování používá k opravám alu kol automobilů, chladičů, olejových van, výfuků a dalších dílů. Používá se v dílnách, závodech a továrnách při výrobě a opravách různých kovových konstrukcí.
Je nutné svařování TIG doma?
TIG svařování vyžaduje, aby uživatel měl určité dovednosti a zkušenosti. Obtíže mohou zahrnovat držení hořáku jednou rukou a včasné nanášení výplňového materiálu druhou rukou. Dalším znakem této metody je, že hořák musí být držen pod úhlem 15-40 stupňů směrem k obrobku, což také vyžaduje dovednost.
Tato technologie spojování kovů zahrnuje mimo jiné nákup drahého zařízení: kromě samotného zařízení potřebujete plynové lahve, redukce, hořáky, wolframové elektrody a přídavný materiál, což samo o sobě představuje významnou investici a předpokládá, že bude být často používán.
Přestože se svařování TIG nedoporučuje začátečníkům, zkušeným svářečům doma může být užitečné. Tato metoda svařování je účinná při práci s tenkostěnnými materiály a neželeznými kovy, ideální pro vytváření hliníkových konstrukcí, různých uměleckých předmětů, opravy automobilů, navrhování a opravy kontejnerů, regálů, rámů jízdních kol, vyhřívaných věšáků na ručníky a dalších kovových výrobků.
Tig svařování umožňuje pracovat s vertikálními, horizontálními nebo šikmými předměty. Rychlost procesu je nízká, protože je nutné ručně podávat prut, ale výsledkem je pevný a čistý šev.

Resanta SAI-200AD (AS/DC)
- Napětí naprázdno, V 81
- Min/Max proud, A 15/200
- Maximální průměr elektrody, mm 4

Resanta SAI-230AD
- Napětí naprázdno, V 85
- Min/Max proud, A 10/230
- Maximální průměr elektrody, mm 4
Při výběru zařízení je důležité zaměřit se nikoli na popularitu značky, ale na technické vlastnosti a optimální poměr kvality a ceny. Vynikající možností by byla zařízení Resanta řady SAI AD. Jsou poměrně kompaktní, mají široký rozsah svařovacího proudu, vysokou účinnost, mají všechny potřebné funkce a jsou cenově dostupné.
Výkon
TIG svařování je tedy spolehlivou a efektivní metodou spojování dílů z oceli a neželezných kovů, kterou lze použít jak ve velkých průmyslových odvětvích, tak v soukromých domácích dílnách. Tato metoda je pro začátečníky poněkud komplikovaná, ale v rukou profesionála poskytuje nejkvalitnější, nejspolehlivější a úhledné švy. Při výběru svařovacího stroje TIG byste měli zvážit, jak často a za jakých podmínek bude používán, věnovat pozornost parametrům a zaměřit se spíše na funkčnost než na propagaci značky.